-
ميجا سكان برو: تحديات وفرص أمام الشركات الناشئة في مجال السكان الضخمة

يعتبر موضوع ميجا سكان برو أحد أهم وأشد التحديات التي تواجه الشركات الناشئة في الوقت الحالي. فالسكان الضخمة في العالم تمثل فرصاً كبيرة لتطوير الأعمال وتوسيع…
-
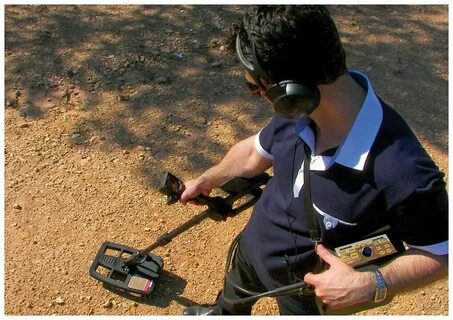
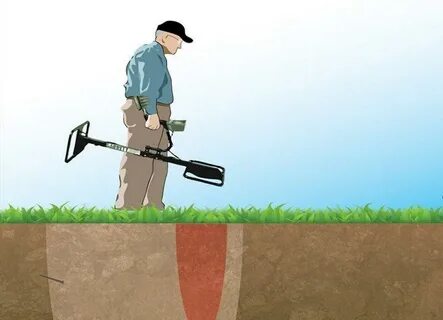
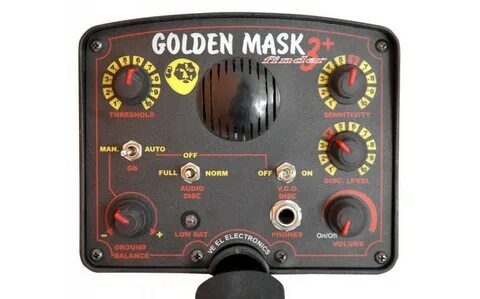
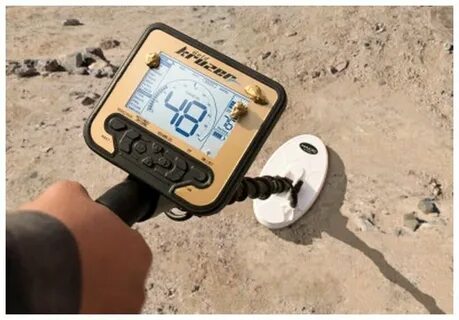
مكونات جهاز كشف المعادن: الأجزاء الأساسية للكشف عن المعادن

مكونات جهاز كشف المعادن: الأجزاء الأساسية للكشف عن المعادن يعتبر جهاز كشف المعادن أداة مهمة في العديد من المجالات مثل الأمن والتفتيش والبحث عن الكنوز والم…
-
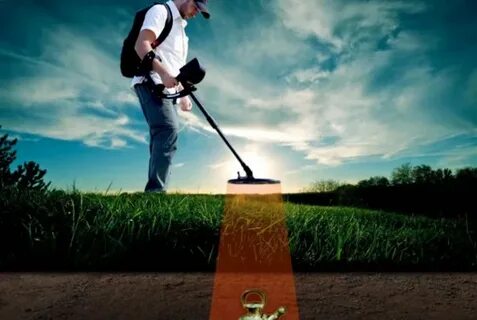
معلومات مهمة عن ذهب: الاكتشاف والاستخدام

معلومات عن ذهب يُعتبر الذهب من أقدم المعادن المستخدمة في الحضارات القديمة والحديثة، وهو مادة ثمينة ونفيسة تحظى بشعبية كبيرة في العالم. يُعتبر الذهب أحد أن…
-
“مادة كشف الذهب: أداة حديثة لاكتشاف الكنوز في الأعماق”

مادة كشف الذهب: أداة حديثة لاكتشاف الكنوز في الأعماق مادة كشف الذهب تعتبر واحدة من أهم الابتكارات التقنية التي تم تطويرها في السنوات الأخيرة للكشف عن الكن…
-
كيفية كشف الذهب من النحاس: الطرق والأساليب المختلفة

تعد عملية كشف الذهب من النحاس من العمليات المهمة جدًا في مجال التعدين والتنقيب عن المعادن الثمينة. وتعتمد هذه العملية على الطرق والأساليب المختلفة التي يمك…
-
كيفية الكشف عن الذهب في البيت: أساليب وأدوات فعالة

كيفية الكشف عن الذهب في البيت تعتبر مهمة مثيرة للاهتمام للكثير من الأشخاص، سواء كانوا هواة في البحث عن الكنوز أو ببساطة لمعرفة ما إذا كان هناك أي ذهب مخفي…
-
كيفية الكشف عن الذهب الحقيقي: الطرق والأساليب الفعالة

كيفية الكشف عن الذهب الحقيقي: الطرق والأساليب الفعالة يعتبر الذهب من أكثر المعادن الثمينة والمرغوبة في العالم، ولكن الكشف عن الذهب الحقيقي قد يكون تحديًا ل…
-
كيف يمكن كشف المعادن عن طريق الأقمار الصناعية؟

يعتبر كشف المعادن عن طريق الأقمار الصناعية من التقنيات الحديثة التي تستخدم للكشف عن وجود المعادن في الأرض من خلال الاستفادة من الصور والبيانات المقدمة من ا…
-
كيف يتم كشف الذهب تحت الأرض؟

كشف الذهب تحت الارض هو عملية معقدة تتطلب الكثير من الجهد والخبرة. يعتبر البحث عن الذهب تحت الأرض من المهام الصعبة والمعقدة التي تتطلب استخدام معدات متخصصة…
-
كشف الآثار: دراسة شاملة عن تاريخ وثقافة الحضارات القديمة

كشف الآثار: دراسة شاملة عن تاريخ وثقافة الحضارات القديمة يعتبر كشف الآثار من أهم العلوم التي تساهم في فهم تاريخ وثقافة الحضارات القديمة. فهي تقوم بدراسة ا…
-
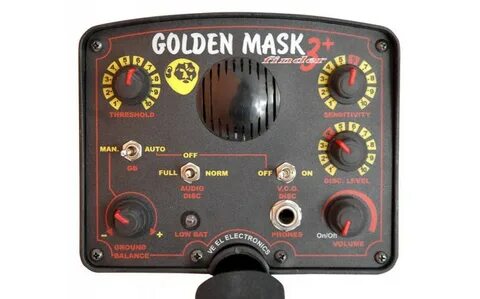
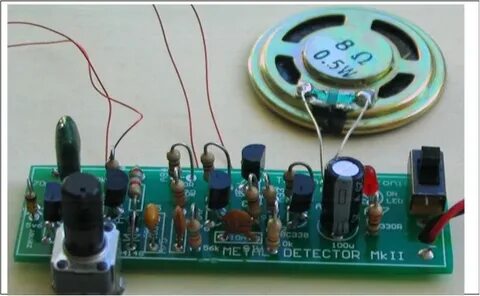
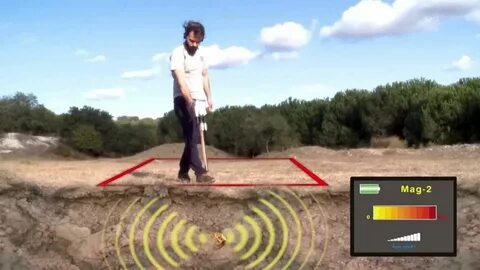
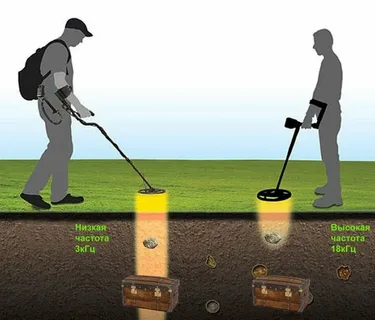
“فكرة عمل جهاز كشف المعادن: التقنيات والمبادئ الأساسية”

فكرة عمل جهاز كشف المعادن: التقنيات والمبادئ الأساسية منذ القدم، كان البشر يبحثون عن طرق فعالة للكشف عن المعادن المختلفة، سواء كانت ذهباً أو فضة أو حتى مع…
-
عيوب جهاز تيتان جير 1000: ماذا يجب أن تعرف قبل الشراء؟

عيوب جهاز تيتان جير 1000: ماذا يجب أن تعرف قبل الشراء؟ تعتبر التكنولوجيا الحديثة واسعة الانتشار هذه الأيام، ومع تطور الأجهزة الإلكترونية، يبحث الكثير من ا…
-
كيفية كشف الذهب الحقيقي: أساليب وتقنيات

طريقة كشف الذهب الحقيقي هي عملية مهمة وحساسة تهدف إلى التأكد من صحة ونقاء الذهب المستخدم في الصناعات المختلفة والمجوهرات. يعتبر الذهب من أغلى المعادن وأكثر…
-
طرق كشف الذهب بفعالية وسهولة

طريقة الكشف على الذهب هي عملية مهمة وحيوية للكثير من الباحثين والمستكشفين، سواء كانوا هواة أو محترفين. فالذهب يعتبر من أثمن المعادن في العالم، ولذلك يبحث ا…
-
طريقة التنقيب عن الذهب: أسرار وتقنيات
طريقة التنقيب عن الذهب: أسرار وتقنيات يعتبر التنقيب عن الذهب من الفعاليات التي تثير اهتمام الكثيرين، حيث يحلم الكثيرون بالعثور على كنز من الذهب. ولكن هذا…
-
طرق فعالة لاستخدام جهاز كشف الذهب بشكل صحيح ودقيق

يعتبر جهاز كشف الذهب أحد الأدوات الحديثة التي تستخدم في الكشف عن الذهب والمعادن الثمينة في الأرض. ولكن لتحقيق أقصى استفادة من هذا الجهاز، يجب استخدامه بالط…
-
كيفية كشف الذهب يدويا باستخدام طرق فعالة

طرق كشف الذهب يدويا هي عملية مهمة ومثيرة للاهتمام يمكن أن تتطلب الكثير من الدقة والمهارة. يعتبر الذهب من المعادن الثمينة التي تستخدم في العديد من الصناعات…
-
أهمية وطرق كشف الذهب بشكل فعال ودقيق

طرق كشف الذهب يُعتبر الذهب من أهم العناصر الثمينة التي يبحث عنها الكثير من الناس، سواء لأغراض تجارية أو استثمارية أو حتى هواية. ولكن مع قلة الكميات المتوف…
-
تقنيات متقدمة لاكتشاف وتحديد الذهب بفعالية

تقنيات متقدمة لاكتشاف وتحديد الذهب بفعالية طرق الكشف عن الذهب يعد البحث عن الذهب من أقدم الأنشطة التي قام بها الإنسان، حيث كان يستخدم الوسائل التقليدية لل…
-
صور جهاز كشف الآثار: تقنية حديثة لاكتشاف الآثار الأثرية

صور جهاز كشف الآثار: تقنية حديثة لاكتشاف الآثار الأثرية تعتبر صور جهاز كشف الآثار تقنية حديثة ومبتكرة تستخدم في عمليات البحث والكشف عن الآثار الأثرية. تعتم…
-
تطور تكنولوجيا صناعة كاشف الذهب عمق أكثر من متر: الابتكار في عالم الاستكشاف

صناعة كاشف الذهب عمق أكثر من متر هي مجال يشهد تطورا مستمرا وابتكارات مثيرة في عصرنا الحالي. فقد شهدت تكنولوجيا صناعة كاشفات الذهب تقدما كبيرا، حيث يمكن الآ…
-
شركة جولد ماستر: رائدة في مجال الصناعة والتصنيع

شركة جولد ماستر: رائدة في مجال الصناعة والتصنيع تعتبر شركة جولد ماستر واحدة من الشركات الرائدة في مجال الصناعة والتصنيع، حيث تقدم حلولاً مبتكرة وذات جودة…
-
سعر جهاز جراوند نافيجيتور: كيفية الحصول على أفضل سعر

سعر جهاز جراوند نافيجيتور: كيفية الحصول على أفضل سعر إذا كنت تبحث عن جهاز جراوند نافيجيتور وترغب في الحصول على أفضل سعر، فقد وصلت إلى المكان المناسب. سواء…
-
سعر جهاز تيتان جير 400: الإرشادات للحصول على أفضل صفقة
سعر جهاز تيتان جير 400: الإرشادات للحصول على أفضل صفقة إذا كنت تبحث عن جهاز تيتان جير 400، فإن السعر يعتبر عاملًا مهمًا في اتخاذ القرار النهائي. يمكن أن يك…
-
سعر جهاز rover c4: كل ما تحتاج معرفته قبل الشراء

سعر جهاز rover c4: كل ما تحتاج معرفته قبل الشراء إذا كنت تبحث عن جهاز روفر c4 وترغب في معرفة المزيد حول سعره والمواصفات التي يقدمها، فأنت في المكان المناسب…
-
سعر جهاز QZ80: كل ما تحتاج معرفته عن أفضل العروض والتخفيضات

سعر جهاز qz80: كل ما تحتاج معرفته عن أفضل العروض والتخفيضات تعتبر الهواتف الذكية ذات الأداء العالي من أهم الأدوات التكنولوجية في حياتنا اليومية، ومن بين ه…
-
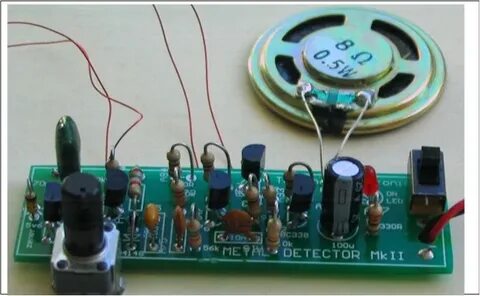
أهمية دائرة كاشف المعادن في البحث والأمان

دائرة كاشف المعادن في بداية المقدمة تُعتبر دائرة كاشف المعادن أحد الأدوات الحديثة والمهمة في البحث والأمان، حيث تستخدم في الكشف عن الأجسام المعدنية المخفية…
-
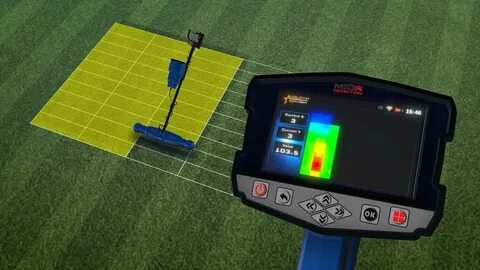
تقنية جيو سونار 3D: الابتكار الذي سيغير عالم التصوير البحري

تقنية جيو سونار 3D: الابتكار الذي سيغير عالم التصوير البحري تعد تقنية جيو سونار 3D من أحدث الابتكارات التكنولوجية في مجال التصوير البحري، حيث تمثل قفزة نو…
-
اكتشف جهاز وحش الذهب الاصلي للبحث عن الكنوز

جهاز وحش الذهب الاصلي هو أحد الأجهزة الحديثة التي تستخدم في البحث عن الكنوز والدفائن تحت الأرض. يعتبر هذا الجهاز من بين أفضل الأجهزة التقنية المتطورة التي…
-
فوائد جهاز ميغا جي 3 في تحسين الأداء الرياضي واللياقة البدنية

جهاز ميغا جي 3 هو إضافة قيمة للأداء الرياضي وتحسين اللياقة البدنية. يُعتبر هذا الجهاز ليس فقط منتجًا رياضيًا بل هو أيضًا شريك مثالي لتحقيق أهدافك الرياضية….
-
جهاز لورنز Z1: أحدث التقنيات في عالم الأجهزة الإلكترونية

جهاز لورنز Z1: أحدث التقنيات في عالم الأجهزة الإلكترونية إن تقدم التكنولوجيا في عصرنا الحالي لا يمكن إنكاره، فمع كل يوم يظهر جهاز إلكتروني جديد يثبت تفوقه…
-
جهاز كشف الماس الخام: أسرار اكتشاف الثروات الطبيعية

جهاز كشف الماس الخام: أسرار اكتشاف الثروات الطبيعية يعد البحث عن الثروات الطبيعية من أهم المجالات التي تشغل بال الكثير من الباحثين والمهتمين بالتنقيب عن ا…
-
أهمية جهاز كشف الفراغات والمعادن في البحث والإنقاذ

أهمية جهاز كشف الفراغات والمعادن في البحث والإنقاذ يعتبر جهاز كشف الفراغات والمعادن أداة حيوية في مجال البحث والإنقاذ، حيث يساهم في تسهيل عملية البحث عن أ…
-
أهمية جهاز كشف الذهب غاما في عمليات البحث والاستكشاف

جهاز كشف الذهب غاما هو أحد الأدوات الحديثة التي تستخدم في عمليات البحث والاستكشاف عن الذهب والمعادن الثمينة. يعتبر هذا الجهاز من أحدث التقنيات التي توفر دق…
-
أهمية استخدام جهاز كشف الذهب الخام في عمليات التنقيب والاستكشاف

جهاز كشف الذهب الخام إن استخدام جهاز كشف الذهب الخام يعتبر أمراً بالغ الأهمية في عمليات التنقيب والاستكشاف عن الذهب الخام. فهذا الجهاز يعتبر أداة حيوية لل…
-
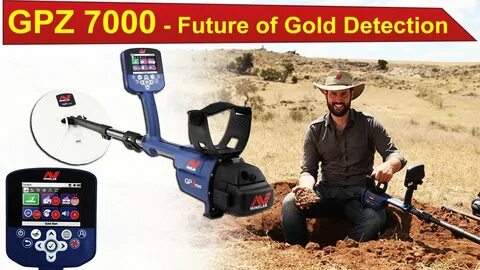
جهاز كشف الذهب GPZ: تقنية حديثة لاكتشاف الكنوز والمعادن

جهاز كشف الذهب GPZ: تقنية حديثة لاكتشاف الكنوز والمعادن جهاز كشف الذهب GPZ هو جهاز حديث يستخدم في الكشف عن الذهب والمعادن بطريقة دقيقة وفعالة. تعتمد تقنية…
-
أهمية جهاز كشف الأحجار الكريمة في صناعة المجوهرات

أهمية جهاز كشف الأحجار الكريمة في صناعة المجوهرات يعتبر جهاز كشف الاحجار الكريمه أداة لا غنى عنها في صناعة المجوهرات، حيث يساعد على تحديد نوعية وجودة الأح…
-
جهاز فيشر للكشف عن الذهب: تقنية حديثة للبحث عن الكنوز

جهاز فيشر للكشف عن الذهب: تقنية حديثة للبحث عن الكنوز يعتبر جهاز فيشر للكشف عن الذهب واحداً من أحدث التقنيات المستخدمة في مجال البحث عن الكنوز والمعادن ال…
-
فوائد وأهمية جهاز فيشر في الحياة اليومية

الجهاز فيشر هو جهاز يستخدم في العديد من الأغراض والتطبيقات في الحياة اليومية، ويعتبر أحد الأجهزة المهمة التي تساهم في تسهيل العديد من العمليات والأنشطة. فو…
-
جهاز سبارك الأمريكي: تقنية مستقبلية للعلاج الصحي

جهاز سبارك الأمريكي: تقنية مستقبلية للعلاج الصحي يعتبر جهاز سبارك الأمريكي من الابتكارات التكنولوجية الحديثة التي ثبتت فعاليتها في مجال العلاج الصحي. تتمي…
-
جهاز رويال انالايزر برو: تحليل دقيق وفعال لعمليات الإنتاج

جهاز رويال انالايزر برو هو جهاز تحليل دقيق وفعال يستخدم في عمليات الإنتاج لقياس وتحليل العينات بدقة عالية. يعتبر هذا الجهاز أداة أساسية لضمان جودة المنتج و…
-
جهاز جولد ستيب برو ماكس: أحدث تقنية في الكشف عن الذهب

جهاز جولد ستيب برو ماكس: أحدث تقنية في الكشف عن الذهب يعد جهاز جولد ستيب برو ماكس واحداً من أحدث التقنيات في مجال الكشف عن الذهب والكنوز تحت الأرض. ويتميز…
-
أهمية جهاز تصوير باطن الأرض في الاستكشاف الجيولوجي والتنقيب عن المعادن

جهاز تصوير باطن الأرض يعتبر أحد الأدوات الحديثة والمتطورة التي تُستخدم في الاستكشاف الجيولوجي والتنقيب عن المعادن. يعتمد هذا الجهاز على تقنيات حديثة في الت…
-
اكتشافات مثيرة باستخدام جهاز تصوير الآثار تحت الأرض

إن جهاز تصوير الآثار تحت الأرض قد أحدث ثورة كبيرة في مجال الأبحاث الأثرية والتنقيب عن الآثار. فقد أتاح هذا الجهاز للباحثين والعلماء إمكانية اكتشاف مواقع جد…
-
جهاز الوحش الذهب: تقنية مذهلة للكشف عن الذهب والكنوز في الأعماق
جهاز الوحش الذهب: تقنية مذهلة للكشف عن الذهب والكنوز في الأعماق جهاز الوحش الذهب هو أحدث تقنية تم تطويرها للكشف عن الذهب والكنوز في الأعماق بكفاءة عالية….
-
جهاز النحاس لكشف الذهب: التقنية الحديثة للبحث والاكتشاف
جهاز النحاس لكشف الذهب: التقنية الحديثة للبحث والاكتشاف تعتبر التكنولوجيا والابتكارات المتقدمة في مجال البحث والاكتشاف عن المعادن الثمينة واحدة من أهم الع…
-
أحدث جهاز ألماني لكشف الذهب: تقنية متطورة للكشف عن الكنوز

جهاز الماني لكشف الذهب: تقنية متطورة للكشف عن الكنوز يعد جهاز الماني لكشف الذهب من أحدث التقنيات المتطورة في مجال البحث والكشف عن الكنوز والمعادن الثمينة….
-
جهاز OKM لكشف الذهب: تقنية متطورة للكشف عن الكنوز

جهاز OKM لكشف الذهب: تقنية متطورة للكشف عن الكنوز تعتبر التكنولوجيا والتطورات العلمية الحديثة من أهم العوامل التي ساهمت في تطوير وتحسين العديد من الأدوات…
-
ثمن جهاز ديب سيكر: ما هي الأسباب وراء زيادة تكلفته وكيفية الحصول على عرض جيد

ثمن جهاز ديب سيكر: ما هي الأسباب وراء زيادة تكلفته وكيفية الحصول على عرض جيد يعتبر جهاز ديب سيكر واحداً من أكثر الأجهزة شيوعاً في مجال الأمان والحماية، وي…
-
تنقيب الذهب: فرصة استثمارية مجدية أم مخاطر مالية؟

تنقيب الذهب: فرصة استثمارية مجدية أم مخاطر مالية؟ تنقيب الذهب هو مصطلح يثير اهتمام الكثيرين، فقد يُعتبر فرصة استثمارية مجدية للبعض، بينما يرون آخرون أنها…
-
أفضل طرق استئجار جهاز كشف الذهب بأسعار مناسبة

ايجار جهاز كشف الذهب هو خيار ممتاز للأشخاص الراغبين في استخدام أحدث التقنيات للبحث عن الذهب دون الحاجة إلى شراء جهاز جديد. يمكن العثور على أفضل الطرق لاستئ…
-
أنواع أجهزة كشف الذهب: دليل شامل للمبتدئين

انواع اجهزة كشف الذهب: دليل شامل للمبتدئين يعد البحث عن الذهب واحداً من أقدم الأنشطة التي قام بها الإنسان، ومع تطور التكنولوجيا، ظهرت العديد من أجهزة كشف…
-
كيفية الكشف عن الذهب: الطرق والتقنيات المستخدمة
كشف الذهب هو عملية مهمة ومثيرة تهدف إلى البحث عن واستخراج الذهب من الأرض. تعتمد كيفية الكشف عن الذهب على مجموعة من الطرق والتقنيات المتطورة التي تساعد في ا…
-
كيفية الكشف على الذهب: أسرار وتقنيات مهمة

كيفية الكشف على الذهب: أسرار وتقنيات مهمة يعتبر الذهب من أغلى المعادن الثمينة في العالم، ولذلك يبحث الكثيرون عن طرق وتقنيات فعالة للكشف عنه. يعتمد الكشف ع…
-
الذهب: كنز تحت الأرض وفرصة استثمارية مشوقة

الذهب: كنز تحت الأرض وفرصة استثمارية مشوقة يعتبر الذهب تحت الأرض من أهم الموارد الطبيعية التي تحظى بقيمة كبيرة في عالم الاقتصاد والاستثمار. فهو ليس فقط كن…
-
الاسياخ النحاسية: تقنية كشف الذهب الحديثة والفعالة

الأسياخ النحاسية: تقنية كشف الذهب الحديثة والفعالة تُعد الأسياخ النحاسية واحدة من التقنيات الحديثة والفعالة في عمليات الكشف عن الذهب. فقد انتشرت استخدامات…
-
أسياخ نحاس للكشف عن الذهب للبيع: أداة فعالة للباحثين عن الكنوز

أسياخ نحاس للكشف عن الذهب للبيع: أداة فعالة للباحثين عن الكنوز تعتبر أسياخ النحاس للكشف عن الذهب من الأدوات الضرورية للباحثين عن الكنوز والتحف الثمينة. وت…
-
استخدام اسياخ النحاس في تقنية كشف الذهب

استخدام اسياخ النحاس في تقنية كشف الذهب اسياخ نحاس لكشف الذهب يعتبر استخدام اسياخ النحاس في تقنية كشف الذهب من الطرق الفعالة والمبتكرة التي تستخدم في عمليا…
-
أهمية اجهزة كشف المعادن والفراغات في الأمن والسلامة العامة

اجهزة كشف المعادن والفراغات تعتبر من أهم الأدوات في تعزيز الأمن والسلامة العامة في مختلف المجالات والمناطق. فهذه الأجهزة تُستخدم بشكل واسع في المطارات, الم…
-
أهمية وفوائد اجهزة كشف الفراغات تحت الارض

اجهزة كشف الفراغات تحت الأرض تعتبر أدوات ضرورية وفعالة في مجال البناء والحفريات والتنقيب. حيث تساهم هذه الأجهزة في تحديد المواقع التي تحتوي على فراغات وأنف…
-
تقنية حديثة للعثور على الفراغات: اجهزة كشف الفراغات

اجهزة كشف الفراغات هي تقنية حديثة تستخدم للبحث عن الفراغات والمسافات الخالية داخل الأرض أو داخل الهياكل المعمارية. تعتمد هذه التقنية على مجموعة من الأجهزة…
-
كيفية الكشف عن الذهب بطريقة بسيطة؟

الكشف عن الذهب بطريقة بسيطة يعتبر الذهب من أكثر المعادن قيمة على وجه الأرض، ولذلك يبحث الكثيرون عن طرق بسيطة وفعالة للكشف عن وجوده. يعود الطلب على الكشف ع…
-
فوائد واستخدامات الذهب في الطب والصناعة

بحث عن الذهب يعتبر الذهب من المعادن الثمينة التي تتمتع بالكثير من الفوائد والاستخدامات في مجالات متعددة، فهو ليس فقط مادة للتزيين والاستثمار وإنما له دور…
-
اكتشف مدى فعالية جهاز ديب سيكر في الحفاظ على الأمان الشخصي

جهاز ديب سيكر هو واحد من أحدث التقنيات الحديثة التي تستخدم للحفاظ على الأمان الشخصي. يهدف هذا الجهاز إلى تقديم حلول فعالة ومبتكرة للحماية الشخصية والحفاظ ع…
-
أهمية اجهزة كشف المياه الجوفية في الحفاظ على موارد المياه

أجهزة كشف المياه الجوفية تعتبر من الأدوات الحيوية في الحفاظ على موارد المياه وتحديد مواقع الينابيع والآبار الجوفية. فمن خلال استخدام تقنيات متطورة، تتمكن ه…
-
كيف يمكن كشف الذهب عن طريق الجوال؟

كشف الذهب عن طريق الجوال هو موضوع شغل عشاق التنقيب عن الذهب منذ فترة طويلة. ومع تطور التكنولوجيا وتقدم الهواتف الذكية، أصبح بإمكان الناس استخدام أجهزتهم لل…
-
سعر جهاز كشف الذهب gpx 4500: كل ما تحتاج لمعرفته قبل الشراء

سعر جهاز كشف الذهب gpx 4500: كل ما تحتاج لمعرفته قبل الشراء إذا كنت تبحث عن جهاز كشف الذهب gpx 4500 فأنت في المكان فهذا الجهاز هو واحد من بين أفضل أجهزة…
-
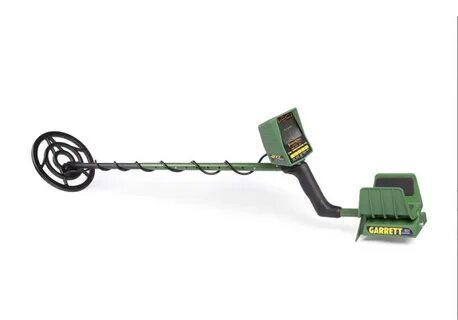
سعر جهاز garrett atx: كل ما تحتاج معرفته

سعر جهاز garrett atx: كل ما تحتاج معرفته جهاز garrett atx هو أحد أجهزة الكشف عن الذهب والمعادن الثمينة المشهورة والموثوقة في السوق. يتميز هذا الجهاز بدقته…
-
جهاز جاريت 400: تقنية حديثة لتحسين الأداء الرياضي

جهاز جاريت 400: تقنية حديثة لتحسين الأداء الرياضي تعتبر تقنية الجهاز جاريت 400 من أحدث التقنيات المستخدمة في تحسين الأداء الرياضي وتطوير اللياقة البدنية….
-
جهاز الذهب الوحش: التكنولوجيا الحديثة للكشف عن الذهب والكنوز

جهاز الذهب الوحش: التكنولوجيا الحديثة للكشف عن الذهب والكنوز يعتبر جهاز الذهب الوحش واحدًا من أهم الأدوات التكنولوجية في عالم البحث عن الذهب والكنوز. فهو ي…
-
سعر وحش الذهب: التأثيرات الاقتصادية والاجتماعية

سعر وحش الذهب: التأثيرات الاقتصادية والاجتماعية يعتبر سعر وحش الذهب من بين الظواهر الاقتصادية التي تؤثر بشكل كبير على الحياة الاقتصادية والاجتماعية للفرد و…
-
أهمية جهاز كشف المياه في الحفاظ على الموارد الطبيعية
جهاز كشف المياه هو أداة حديثة ومهمة في الحفاظ على الموارد الطبيعية، فهو يساهم في اكتشاف تسريبات المياه في المنازل والمباني والمرافق العامة. تعتبر المياه من…
-
أهمية واستخدامات اجهزة الكشف عن المعادن في الحياة اليومية

اجهزة الكشف عن المعادن في بداية المقدمة تعتبر اجهزة الكشف عن المعادن من الأدوات الحديثة والمهمة في الحياة اليومية، حيث تستخدم في العديد من المجالات والتطب…
-
احصل على أصغر جهاز كشف الذهب لتسهيل البحث عن الكنوز

احصل على أصغر جهاز كشف الذهب لتسهيل البحث عن الكنوز يعتبر البحث عن الذهب والكنوز أمراً شيقاً ومثيراً للكثير من الأشخاص، ولكن قد يكون الحصول على جهاز كشف ا…
-
جهاز الوحش: تقنية متطورة لكشف الذهب بكفاءة عالية

جهاز الوحش: تقنية متطورة لكشف الذهب بكفاءة عالية جهاز الوحش لكشف الذهب هو جهاز متطور يستخدم في الكشف عن الذهب والمعادن الثمينة بكفاءة عالية. يعتبر هذا الج…
-
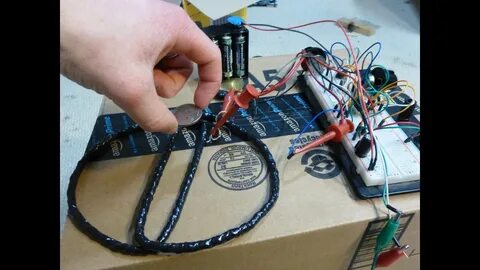
كيفية صنع جهاز كشف الذهب بعيد المدى: خطوات بسيطة لصناعة جهاز كشف الذهب

كيفية صنع جهاز كشف الذهب بعيد المدى يعتبر صناعة جهاز كشف الذهب بعيد المدى من الأمور التي تثير اهتمام العديد من الأشخاص، فالبحث عن الذهب وتحديد مواقع تواجده…
-
أهمية اجهزة الكشف عن الاثار في علم الآثار

أجهزة الكشف عن الآثار هي أدوات أساسية في علم الآثار، حيث تعتمد العمليات الأثرية على هذه الأجهزة لاكتشاف البقايا الأثرية والتحف القديمة. يعتبر استخدام أجهزة…
-
أهمية جهاز كشف الفراغات في الاكتشاف والبحث العلمي

تعتبر أهمية جهاز كشف الفراغات لاكتشاف البحث العلمي من العناصر الأساسية التي تسهم في تقدم العلوم والتكنولوجيا. فهذا الجهاز يعتبر أداة أساسية في عمليات البحث…
-
أهمية استخدام جهاز كشف الذهب في عمليات البحث والتنقيب
جهاز كشف ذهب يعد جهاز كشف الذهب أداة حديثة ومهمة في عمليات البحث والتنقيب عن الذهب والمعادن الثمينة. فقد أصبحت هذه الأجهزة ضرورية للمنقبين والباحثين عن ال…
-
سعر جهاز كشف الذهب gpx 5000: كل ما تحتاج لمعرفته قبل الشراء

سعر جهاز كشف الذهب gpx 5000: كل ما تحتاج لمعرفته قبل الشراء إذا كنت تبحث عن جهاز كشف الذهب فإن جهاز gpx 5000 يعتبر واحداً من أفضل الخيارات المتاحة في السو…
-
جولد ستيب برو ماكس: تقنية متطورة لتحسين أداء الأجهزة الإلكترونية
جولد ستيب برو ماكس هي تقنية حديثة ومتطورة تستخدم لتحسين أداء الأجهزة الإلكترونية. تعتبر هذه التقنية حلاً مبتكراً لزيادة كفاءة وسرعة الأجهزة مثل الحواسيب وا…
-
فوائد واستخدامات جهاز كلايزر في علاج الجلد

جهاز كلايزر في علاج الجلد: فوائد واستخدامات يعد جهاز كلايزر أحد أهم الأدوات والتقنيات المستخدمة في مجال علاج الجلد وتحسين مظهره. يتميز هذا الجهاز بقدرته ع…
-
وحش الذهب 1000: الكنز الذهبي الضائع

وحش الذهب 1000: الكنز الذهبي الضائع هو عنوان يثير الفضول والإثارة، فهو يحمل في طياته العديد من الألغاز والمغامرات المثيرة. تدور قصة هذا الوحش الذهبي حول ال…
-
جهاز كشف الذهب gpz 7000: السعر والمواصفات وكيفية الحصول عليه

سعر جهاز كشف الذهب GPZ 7000: المواصفات وكيفية الحصول عليه تعتبر التنقيب عن الذهب من الأنشطة التي تحظى بشعبية كبيرة في العديد من البلدان حول العالم، ولتسهي…
-
أهمية جهاز فحص الذهب في التحقق من صحة الخامات

أهمية جهاز فحص الذهب في التحقق من صحة الخامات يعتبر جهاز فحص الذهب أداة أساسية في عمليات التحقق من صحة الخامات والمواد الثمينة. فهو يعتبر جهازًا فنيًا دقي…
-
أحدث ابتكار: جهاز كشف الذهب الصغير الحجم

أحدث ابتكار: جهاز كشف الذهب الصغير الحجم يعتبر اكتشاف الذهب من التحديات الصعبة التي تواجه المنقبين والباحثين عن الكنوز. ومن أجل تسهيل عملية البحث وزيادة ف…
-
أهمية استخدام جهاز كاشف معادن في البحث والأمن

جهاز كاشف معادن هو أداة تقنية تستخدم في الكشف عن وجود المعادن بدقة وكفاءة. يُعتبر استخدام جهاز كاشف معادن أمرًا مهمًا في العديد من المجالات، سواء في البحث…
-
أهمية استخدام جهاز كشف الذهب 3D في عمليات البحث والتنقيب
جهاز كشف الذهب 3D في بداية المقدمة، يعتبر استخدام جهاز كشف الذهب 3D أمرًا ضروريًا في عمليات البحث والتنقيب عن الذهب. فهو يمثل تطورًا مهمًا في تقنيات الكشف…
-
جهاز وحش الذهب 1000 للبيع: أفضل جهاز للبحث عن الذهب في الأراضي الوعرة

جهاز وحش الذهب 1000 للبيع: أفضل جهاز للبحث عن الذهب في الأراضي الوعرة إذا كنت تبحث عن جهاز يساعدك في البحث عن الذهب في الأماكن الوعرة والصعبة، فإن جهاز “و…
-
استخدام جهاز الذهب في الكشف عن الكنوز والمعادن الثمينة

جهاز الذهب هو أداة حديثة ومتطورة تستخدم في الكشف عن الكنوز والمعادن الثمينة. يعتبر جهاز الذهب أحدث التقنيات في مجال البحث عن الذهب والمعادن الثمينة، وقد أث…
-
أهمية الكشف عن المعادن والذهب في البحث والتنقيب

يعتبر كاشف المعادن والذهب من الأدوات الضرورية في عمليات البحث والتنقيب عن المعادن والثروات الطبيعية في الأرض. فالكشف عن المعادن والذهب يمثل خطوة أساسية في…
-
أفضل اجهزة الكشف عن الذهب: دليل شامل عن الاختيار والاستخدام

اجهزة الكشف عن الذهب هي أدوات حديثة تستخدم للبحث عن الذهب والمعادن الثمينة في الأرض. فهي تعتبر أدوات أساسية للمنقبين والباحثين عن الثروات الطبيعية. ولكن مع…
-
أفضل جهاز كشف الذهب الأمريكي: التكنولوجيا الرائدة في العثور على الثروات

أفضل جهاز كشف الذهب الأمريكي: التكنولوجيا الرائدة في العثور على الثروات إن البحث عن الذهب والثروات الطبيعية الأخرى يعتبر من أقدم الأنشطة التي يمارسها الإن…
-
كاشف الذهب: أهمية استخدامه في عمليات التنقيب عن الذهب

كاشف الذهب: أهمية استخدامه في عمليات التنقيب عن الذهب يُعتبر كاشف الذهب أداة أساسية في عمليات التنقيب عن الذهب، حيث يساعد على تحديد مواقع تواجد الذهب في ا…
-
كيفية كشف الذهب والكنوز تحت الأرض

تعتبر عملية كشف الذهب والكنوز تحت الأرض من العمليات القديمة التي استخدمها الإنسان منذ القدم لاكتشاف الثروات الخفية تحت سطح الأرض. ويُعتبر الكشف عن الذهب من…
-
تأثيرات ميغا سكان برو على الصحة واللياقة البدنية: دراسة مفصلة

ميغا سكان برو هو مصطلح يستخدم لوصف التأثيرات السلبية التي قد تحدث نتيجة للزيادة الكبيرة في عدد السكان في منطقة معينة. تعتبر هذه التأثيرات من بين أهم القضاي…
-
أهمية كاشف المعادن الصغير في الأماكن العامة

أهمية كاشف المعادن الصغير في الأماكن العامة تعتبر أمان الأماكن العامة وحماية الجماهير من أي تهديدات محتملة من أولويات الجهات المشرفة على تلك الأماكن. ومن ب…
-
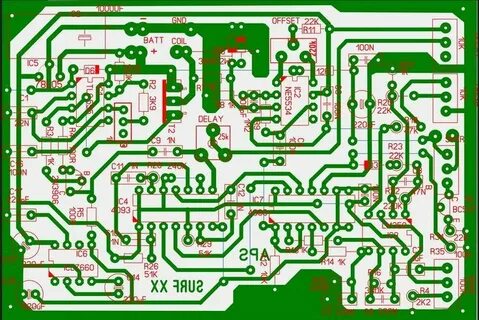
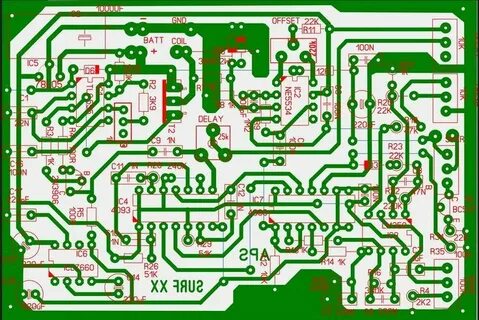
الكشف عن الذهب: أسرار جهاز كشف الذهب وآلية عمله

مخطط جهاز كشف الذهب هو تقنية حديثة تستخدم للكشف عن الذهب والمعادن الثمينة تحت سطح الأرض. يعد هذا الجهاز من أحدث الوسائل التكنولوجية التي تمكن من اكتشاف الك…
-
كشف عمق جهاز وحش الذهب للبحث عن الكنوز السرية

عمق جهاز وحش الذهب: يعتبر جهاز وحش الذهب أحد أفضل أجهزة الكشف عن الذهب والكنوز السرية في العالم، حيث يتميز بقدرته على كشف الأهداف العميقة بدقة عالية. يعتبر…
-
سعر جهاز وحش الذهب: ما هو وما هي الاستخدامات الجديدة له؟

سعر جهاز وحش الذهب: ما هو وما هي الاستخدامات الجديدة له؟ تعتبر تقنية اكتشاف الذهب من أهم التقنيات التي يعتمد عليها محترفو التنقيب عن الذهب والكنوز الأثرية…
-
سعر جهاز ديب سيكر: كل ما تحتاج معرفته قبل الشراء

سعر جهاز ديب سيكر: كل ما تحتاج معرفته قبل الشراء جهاز ديب سيكر هو منتج يحظى بشعبية كبيرة في السوق ويُستخدم في مجموعة متنوعة من التطبيقات الطبية والتجميلية…
-
سعر جهاز جولد ستيب برو ماكس: كل ما تحتاج معرفته

سعر جهاز جولد ستيب برو ماكس: كل ما تحتاج معرفته يعتبر جهاز جولد ستيب برو ماكس واحدًا من أفضل أجهزة الكشف عن الذهب والكنوز والمعادن في العالم، وهو مصمم خصي…
-
سعر جهاز exp 6000: كيف يمكنك الحصول عليه بأفضل سعر؟
سعر جهاز exp 6000: كيف يمكنك الحصول عليه بأفضل سعر؟ إذا كنت تبحث عن جهاز exp 6000 وترغب في الحصول عليه بأفضل سعر ممكن، فأنت في المكان المناسب. يعتبر جهاز…
-
معلومات هامة حول جي بي اكس 4500: كل ما تحتاج معرفته

جي بي اكس 4500 هو جهاز استقبال رقمي يستخدم في مجال التكنولوجيا والاتصالات. يعتبر جي بي اكس 4500 من الأجهزة المتطورة التي توفر خدمة الاستقبال الرقمي للبث ال…
-
أهمية جهاز كشف المعادن والآثار في البحث والكشف عن الكنوز

جهاز كشف المعادن والآثار هو أداة لها أهمية كبيرة في عمليات البحث والكشف عن الكنوز والآثار القديمة. فهو يعتبر وسيلة فعالة للكشف عن المعادن والمواد الثمينة ا…
-
أهمية جهاز كشف الفراغات تحت الأرض في التنقيب والبناء

جهاز كشف الفراغات تحت الأرض في بداية المقدمة يعتبر جهاز كشف الفراغات تحت الأرض أداة أساسية في مجال التنقيب والبناء، حيث يساهم في تحديد وتحليل الفراغات والأ…
-
أهمية جهاز كشف الآثار تحت الأرض في علم الآثار

أهمية جهاز كشف الآثار تحت الأرض في علم الآثار يعتبر جهاز كشف الآثار تحت الأرض من الأدوات الحديثة التي تساهم بشكل كبير في تقدم علم الآثار وكشف الآثار القديم…
-
أهمية جهاز كشف الآثار في الحفاظ على التراث الثقافي

جهاز كشف الآثار هو أداة حديثة تستخدم في الكشف عن الآثار الثقافية والتاريخية تحت سطح الأرض. إن اهمية جهاز كشف اثار في الحفاظ على التراث الثقافي لا يمكن إغفا…
-
جهاز جي بي اكس 5000: تقنية متطورة للملاحة والتتبع في الهواء الطلق

جهاز جي بي اكس 5000: تقنية متطورة للملاحة والتتبع في الهواء الطلق يعتبر جهاز جي بي اكس 5000 من أحدث التقنيات المتطورة في مجال الملاحة والتتبع في الهواء ال…
-
فوائد ومميزات جهاز جي بي اكس 4500: الجهاز المثالي للتنقل والاستكشاف

يعتبر جهاز جي بي اكس 4500 واحد من أفضل الأجهزة المتخصصة في التنقل والاستكشاف في العالم. فهو يتميز بالعديد من الفوائد والمميزات التي تجعله الاختيار الأمثل ل…
-
جهاز انفينيو برو: التقنية المتقدمة لتحسين جودة الصور والفيديوهات

جهاز انفينيو برو: التقنية المتقدمة لتحسين جودة الصور والفيديوهات جهاز انفينيو برو هو منتج تقني مبتكر يهدف إلى تحسين جودة الصور والفيديوهات بطريقة مذهلة وم…
-
جهاز انفينيو: تقنية متطورة للراحة والرفاهية

جهاز انفينيو: تقنية متطورة للراحة والرفاهية تعتبر تقنية جهاز انفينيو من أحدث التقنيات التي تهدف إلى إيجاد حلول مبتكرة لتحسين راحة ورفاهية الأشخاص. يتميز ه…
-
كيف يمكن لجهاز المعادن أن يساعد في الكشف عن الكنوز؟

جهاز المعادن هو أداة تقنية تستخدم للكشف عن وجود المعادن في الأرض، وقد أصبحت من الوسائل الرئيسية التي تستخدم في البحث عن الكنوز والمخفيات. فكيف يمكن لجهاز ا…
-
أهمية جهاز الكشف عن الفراغات في الصناعة والبناء

جهاز الكشف عن الفراغات هو أداة حيوية في صناعة البناء والصناعة بشكل عام. فهو يساعد في تحديد الفراغات والانحناءات والعيوب في المواد والهياكل، مما يساهم في تق…
-
تقييم أداء جهاز Teknetics T2 للكشف عن المعادن: مزايا وعيوب

يُعتبر جهاز Teknetics T2 للكشف عن المعادن واحدًا من الأجهزة المتقدمة في هذا المجال، حيث يتميز بالعديد من المزايا التي تجعلها خيارًا مثاليًا للباحثين عن الم…
-
جهاز GPZ7000: تقنية متطورة للكشف عن الذهب والمعادن

جهاز gpz7000: تقنية متطورة للكشف عن الذهب والمعادن تعتبر التكنولوجيا والابتكارات الحديثة في مجال الكشف عن المعادن والثروات الطبيعية مهمة جداً للباحثين عن…
-
جراوند نافيجيتور: دليلك للاستكشاف والمغامرة في الطبيعة

جراوند نافيجيتور: دليلك للاستكشاف والمغامرة في الطبيعة إذا كنت تبحث عن تجربة استكشافية فريدة ومغامرة مثيرة في الطبيعة، فإن جراوند نافيجيتور هو الخيار المثا…
-
أهمية وأنواع أجهزة الكشف عن الآثار: دليل شامل للباحثين

أنواع أجهزة الكشف عن الآثار: دليل شامل للباحثين إن الآثار التاريخية والأثرية تعد جزءاً هاماً من التراث الثقافي والتاريخي للشعوب والحضارات، ولها أهمية كبير…
-
أفضل اختيار: جهاز كشف المعادن الأرخص في السوق

أرخص جهاز كشف المعادن إذا كنت تبحث عن جهاز كشف المعادن بأفضل سعر في السوق، فإنك قد وجدت المقال فهذا المقال يهدف إلى استعراض جهاز كشف المعادن الذي يعتبر أح…
-
أحدث جهاز لكشف الذهب في العالم: تقنية متطورة ودقة عالية

إن تطور التكنولوجيا والابتكار في مجال كشف الذهب والمعادن قد أدى إلى ابتكار جهاز متطور وفريد من نوعه، يتمتع بدقة عالية وقدرة استثنائية على كشف الذهب في العا…
-
أحدث جهاز كشف المعادن: التقنية الحديثة والكفاءة العالية
أحدث جهاز كشف المعادن: التقنية الحديثة والكفاءة العالية تعتبر تقنية كشف المعادن أحدث الوسائل المستخدمة في مجال الأمن والحماية، حيث توفر أماناً عالياً وكفاء…
-
تقنية حديثة تطور جهاز كشف الآثار

تقنية حديثة تطور جهاز كشف الآثار أصبحت تقنية كشف الآثار أحدث وأكثر فعالية مع تطور العلوم والتقنيات. فقد شهدنا مؤخرًا تطورًا كبيرًا في هذا المجال، حيث تم اب…
-
أهمية واستخدامات أجهزة كشف الآثار في عصرنا الحالي

اجهزه كشف الاثار تعد أجهزة كشف الآثار من الأدوات الحديثة التي تلعب دوراً هاماً في الكشف والتنقيب عن الآثار والمخلفات الأثرية في عصرنا الحالي. فالآثار تحمل…
-
أهمية واستخدامات اجهزة كشف الآثار تحت الأرض

يعد اكتشاف الآثار تحت الأرض من أهم الأنشطة التي تساهم في فهم تاريخ الحضارات القديمة وتوثيق تراث البشرية. ومن أجل تحقيق ذلك، يتم استخدام أجهزة كشف الآثار تح…
-
أهمية اجهزة الكشف عن الآثار تحت الأرض في دراسة التاريخ

أجهزة الكشف عن الآثار تحت الأرض تعتبر من الأدوات الحديثة التي أصبحت لها أهمية كبيرة في دراسة التاريخ والحضارات القديمة. فقد أصبحت هذه الأجهزة جزءاً أساسياً…
-
أهمية واستخدامات اجهزة التنقيب عن الاثار
اجهزة التنقيب عن الآثار هي وسيلة حديثة وفعالة في عمليات البحث عن آثار ومخلفات الحضارات القديمة. تعتبر هذه الأجهزة هامة جداً في مجال الآثار والتاريخ، حيث تس…
-
سعر جهاز جي بي زد 7000: كل ما تحتاج معرفته قبل الشراء
سعر جهاز جي بي زد 7000: كل ما تحتاج معرفته قبل الشراء إذا كنت تبحث عن جهاز جي بي زد 7000 وترغب في معرفة مزاياه وعيوبه قبل الشراء, فأنت في المكان المناسب….
-
أفضل جهاز لكشف المعادن: اختيار الأداة المثالية لاحتياجاتك

أفضل جهاز لكشف المعادن: اختيار الأداة المثالية لاحتياجاتك إذا كنت تبحث عن جهاز لكشف المعادن، فإن الاختيار المثالي لاحتياجاتك يمكن أن يكون مهماً للغاية. فق…
-
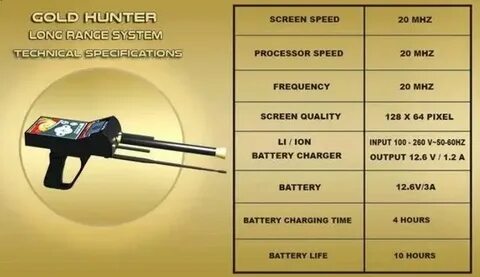
جهاز جولد هانتر: أداة فعالة للكشف عن الذهب والكنوز

جهاز جولد هانتر: أداة فعالة للكشف عن الذهب والكنوز يعتبر جهاز جولد هانتر من أحدث الأدوات التكنولوجية في مجال الكشف عن الذهب والكنوز، حيث يتميز بدقته العال…
-
جهاز جولد ستينجر: تقنية متطورة للكشف عن الذهب والكنوز

جهاز جولد ستينجر: تقنية متطورة للكشف عن الذهب والكنوز يعتبر جهاز جولد ستينجر واحد من أحدث التقنيات المتطورة في مجال البحث والكشف عن الذهب والكنوز. تم تصمي…
-
جهاز جولد هانتر سمارت: التكنولوجيا الحديثة في البحث عن الكنوز والمعادن
جهاز جولد هانتر سمارت: التكنولوجيا الحديثة في البحث عن الكنوز والمعادن يعتبر جهاز جولد هانتر سمارت من أحدث الأجهزة التكنولوجية المتطورة التي تستخدم في الب…
-
أفضل جهاز كشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟

افضل جهاز كشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟ إذا كنت تبحث عن جهاز كشف المعادن الذي يناسب احتياجاتك ويتناسب مع ميزانيتك، فإنه من المهم أن تك…
-
جهاز gpx 5000 للبيع: كيفية اختيار أفضل جهاز للكشف عن الذهب

جهاز gpx 5000 للبيع هو أحد أفضل أجهزة الكشف عن الذهب المتوفرة في السوق. إذا كنت تبحث عن جهاز قوي وفعال للكشف عن الذهب، فإن جهاز gpx 5000 يعتبر خيارًا ممتاز…
-
الكشف عن الذهب: تقنية حديثة لأحدث جهاز كشف جدائل المعادن

احدث جهاز لكشف الذهب يعتبر الكشف عن الذهب من الأمور المهمة للكثير من الأشخاص والشركات التي تعمل في مجال التنقيب والتنقيب عن الثروات الطبيعية. ومن أجل تسهيل…
-
جهاز وحش الذهب 1000: أحدث تقنية في الكشف عن الذهب

جهاز وحش الذهب 1000: أحدث تقنية في الكشف عن الذهب يعتبر جهاز وحش الذهب 1000 من أحدث الأجهزة التقنية في مجال الكشف عن الذهب والتي ثبتت فعاليتها ودقتها في ال…
-
أجهزة كشف الذهب والكنوز: أسرار البحث والاكتشاف

أجهزة كشف الذهب والكنوز: أسرار البحث والاكتشاف تعتبر أجهزة كشف الذهب والكنوز من الأدوات الحديثة التي أصبحت لها دور كبير في عمليات البحث والاكتشاف عن الكنو…
-
جهاز جاريت ابيكس: تجربتي الشخصية ومراجعتي الكاملة

جهاز جاريت ابيكس: تجربتي الشخصية ومراجعتي الكاملة يعتبر جهاز جاريت ابيكس واحدًا من أحدث التقنيات في عالم التكنولوجيا والصحة الرياضية. لقد كان لي شرف تجربة…
-
أحدث أجهزة كشف الذهب والكنوز الدفينة: التطورات الحديثة والتقنيات الجديدة

يعتبر البحث عن الذهب والكنوز الدفينة من أقدم الأنشطة التي قام بها الإنسان، ومع تطور التكنولوجيا والعلوم، تم تطوير أحدث أجهزة كشف الذهب والكنوز الدفينة التي…
-
أهمية وفعالية اجهزة كشف الآثار في عمليات البحث والحفر

اجهزة كشف الآثار هي أدوات حديثة تستخدم في عمليات البحث والحفر للكشف عن الآثار الأثرية والتاريخية. تعتبر هذه الأجهزة أدوات ضرورية في مجال علم الآثار، حيث تس…
-
جولد هانتر: الصياد الذهبي في عالم الكنوز والمغامرات

جولد هانتر: الصياد الذهبي في عالم الكنوز والمغامرات يعد جولد هانتر واحداً من أشهر الشخصيات في عالم البحث عن الكنوز والمغامرات، حيث يقوم بالبحث عن الكنوز ال…
-
فوائد استخدام جهاز تيتان جير 1000 في تحسين اللياقة البدنية والصحة

جهاز تيتان جير 1000 هو جهاز تمرين متطور وفعال يستخدم في تحسين اللياقة البدنية والصحة. يعتبر هذا الجهاز أداة مثالية لمن يبحثون عن طرق مبتكرة لممارسة التماري…
-
وحش الذهب 7000: أسطورة أم حقيقة؟

وحش الذهب 7000: أسطورة أم حقيقة؟ يثير العنوان وحش الذهب 7000 فضول الكثيرين، فما هي حقيقته وهل هو مجرد أسطورة؟ يعد هذا الموضوع مثيراً للاهتمام ويشكل جدلاً ب…
-
فوائد واستخدامات جهاز كشف الذهب والكنوز القديمة في التنقيب عن الآثار

يعتبر جهاز كشف الذهب والكنوز القديمة أداة حديثة تستخدم في التنقيب عن الآثار والكنوز القديمة في الأرض. يعتمد هذا الجهاز على تقنيات متطورة تساعد في اكتشاف ال…
-
أهمية جهاز الكشف عن الآثار في البحث الأثري

أهمية جهاز الكشف عن الاثار في البحث الأثري جهاز الكشف عن الاثار يعتبر أداة حيوية وضرورية في البحث الأثري، حيث يساعد في اكتشاف المواقع الأثرية والآثار المد…
-
جهاز البحث عن الذهب المستعمل: وحش الذهب متاح الآن للبيع

جهاز البحث عن الذهب هو أداة حيوية للمنقبين والمهتمين بالكشف عن الثروات الطبيعية تحت سطح الأرض. ومن بين الأجهزة المستخدمة في هذا المجال، يبرز جهاز “وحش الذه…
-
أحدث جهاز كشف الذهب: تقنية متطورة للعثور على الكنوز

أحدث جهاز كشف الذهب: تقنية متطورة للعثور على الكنوز في عالم الكشف عن الكنوز والثروات الطبيعية، يأتينا اليوم جهاز جديد ومتطور للكشف عن الذهب بطرق أكثر دقة…
-
أهمية اجهزة البحث عن الذهب في عصرنا الحالي

اجهزة البحث عن الذهب في بداية المقدمة لا شك في أن البحث عن الذهب يعتبر من الأنشطة التي لها أهمية كبيرة في عصرنا الحالي، حيث تعتبر الذهب من المعادن الثمينة…
-
فوائد وأهمية كشف المعادن في الحياة اليومية

يعتبر كشف المعادن من الأدوات الهامة في الحياة اليومية، حيث تكمن فيه فوائد عديدة وأهمية كبيرة. فمن خلال كشف المعادن، يمكننا اكتشاف مواقع الثروات الطبيعية مث…
-
أحدث تقنيات اجهزة كشف الذهب التصويرية في العصر الحديث

اجهزة كشف الذهب التصويرية في العصر الحديث تعتبر تقنيات كشف الذهب التصويرية من بين أحدث التقنيات المستخدمة في العصر الحديث للكشف عن الذهب والمعادن الثمينة…
-
أهمية جهاز كشف الآثار في الحفاظ على التراث الثقافي

يعد جهاز كشف الآثار أحد الأدوات الحديثة التي تساهم في الحفاظ على التراث الثقافي للمجتمعات. فهو يستخدم لاكتشاف الآثار والمخلفات القديمة التي تعود إلى عصور م…
-
جهاز كشف الذهب GPZ 7000 الأصلي: تقنية متطورة للكشف عن الذهب والكنوز

جهاز كشف الذهب GPZ 7000 الأصلي: تقنية متطورة للكشف عن الذهب والكنوز يعتبر جهاز كشف الذهب GPZ 7000 الأصلي من أحدث التقنيات في مجال البحث والكشف عن الذهب وا…
-
أهمية كاشف الذهب والمعادن في البحث والاستكشاف الجيولوجي

أهمية كاشف الذهب والمعادن في البحث والاستكشاف الجيولوجي يعتبر كاشف الذهب والمعادن أداة أساسية في عمليات البحث والاستكشاف الجيولوجي، حيث يساهم في تسهيل وتس…
-
أفضل جهاز كشف الذهب في العالم: دليلك لاختيار الجهاز المناسب

يعتبر البحث والتنقيب عن الذهب هواية ومهنة شائعة في مختلف أنحاء العالم. ومن أهم العوامل التي تساهم في نجاح هذا النشاط هي استخدام أفضل جهاز كشف الذهب في العا…
-
جهاز كشف الذهب المستعمل للبيع: فرصة رائعة للحصول على تقنية ممتازة
في عالم البحث عن الذهب والكنوز، يعتبر جهاز كشف الذهب المستعمل فرصة رائعة للحصول على تقنية ممتازة بسعر معقول. إذا كنت تبحث عن جهاز كشف الذهب المستعمل للبيع،…
-
اكتشف افضل جهاز كشف الذهب الماني وتمتع بتقنية عالية الدقة

اكتشف افضل جهاز كشف الذهب الماني هل تبحث عن جهاز كشف الذهب ذو تقنية عالية الدقة وأداء ممتاز؟ إذاً فإن الجهاز الألماني يعد الخيار المثالي لك. فهو يوفر لك أح…
-
أفضل جهاز كشف الذهب: دليل شامل للحصول على أفضل جهاز كشف الذهب في السوق

أفضل جهاز كشف الذهب: دليل شامل للحصول على أفضل جهاز كشف الذهب في السوق يعتبر البحث عن الذهب واحداً من أكثر الهوايات إثارة للاهتمام، سواء للباحثين عن الكنو…
-
كاشف المعادن: أهمية وأنواع واستخدامات

كاشف المعادن: أهمية وأنواع واستخدامات تعتبر التقنيات الحديثة في كشف المعادن من أهم الأدوات المستخدمة في مجال الأمن والسلامة، حيث تساعد في اكتشاف وتحديد وج…
-
أهمية اجهزة كشف الذهب في عصرنا الحالي ودورها في التنقيب عن الكنوز
اجهزة كشف الذهب في بداية المقدمة تعتبر اجهزة كشف الذهب من الأدوات الحديثة والمتطورة التي أصبح لها دوراً كبيراً في عصرنا الحالي في مجال التنقيب والبحث عن ا…
-
أهمية وجود محلات بيع جهاز كشف المعادن في الأماكن العامة

محلات بيع جهاز كشف المعادن في بداية المقدمة تعتبر أماكن الجمع الكبيرة مثل المطارات، المحطات السككية، المولات التجارية والمواقع الحكومية من الأماكن التي تحت…
-
ماكينة الكشف عن الذهب: تقنية حديثة للعثور على الكنوز

ماكينة الكشف عن الذهب: تقنية حديثة للعثور على الكنوز تعتبر ماكينة الكشف عن الذهب من أحدث التقنيات التي تستخدم للعثور على الكنوز والمعادن الثمينة. فهي تعتم…
-
جهاز وحش الذهب 1000: كل ما تحتاج معرفته حول سعره وأدائه

سعر جهاز وحش الذهب 1000: كل ما تحتاج معرفته حول سعره وأدائه يعتبر جهاز وحش الذهب 1000 أحدث التقنيات في مجال الكشف عن الذهب والمعادن الثمينة. يتميز هذا الج…
-
سعر جهاز روفر سي 4: كل ما تحتاج معرفته

سعر جهاز روفر سي 4: كل ما تحتاج معرفته يعتبر جهاز روفر سي 4 واحداً من أحدث الأجهزة التكنولوجية التي تقدمها شركة روفر. ويعتبر هذا الجهاز الذكي خياراً مثالي…
-
أهمية مراعاة سعر جهاز الكشف عن المعادن في عمليات الأمن والفحص

سعر جهاز الكشف عن المعادن في بداية المقدمة تعتبر عمليات الأمن والفحص أموراً حيوية في المجتمع، حيث تسهم في ضمان سلامة الأفراد والممتلكات. ومن أهم الأدوات ال…
-
أهمية معرفة سعر جهاز الكشف عن الآثار في حفظ التراث الثقافي
أهمية معرفة سعر جهاز الكشف عن الآثار في حفظ التراث الثقافي تعد الآثار الثقافية من أهم عناصر تاريخ وثقافة الشعوب، لذا يُعتبر حفظها والحفاظ عليها أمراً بالغ…
-
سعر جهاز gpx 5000: كل ما تحتاج لمعرفته

سعر جهاز gpx 5000: كل ما تحتاج لمعرفته تعد تقنية الكشف عن المعادن أمرًا حيويًا لعدة أغراض منها البحث عن الكنوز والمعادن الثمينة. ومن بين الأجهزة الشهيرة ف…
-
الكشف عن الذهب باستخدام ساعة TF Mini: التقنية الحديثة لاكتشاف الثروات الطبيعية

ساعة كشف الذهب TF Mini هي تقنية حديثة تستخدم لاكتشاف واستكشاف الثروات الطبيعية بشكل فعال، ومن بين هذه الثروات الذهب. تعتبر هذه الساعة من الأدوات المبتكرة و…
-
أهمية جهاز كشف المعادن في الأمن والسلامة العامة

جهاز كشف المعادن هو أداة حيوية في ضمان الأمن والسلامة العامة في مختلف البيئات والمواقع. يُستخدم جهاز كشف المعادن بشكل شائع في المطارات والمباني الحكومية وا…
-
فوائد جهاز لكشف المعادن في الحياة اليومية

جهاز لكشف المعادن هو أداة لها فوائد كثيرة في الحياة اليومية، حيث يمكن استخدامه في العديد من المجالات مثل الأمن والبحث عن الكنوز والاستخدامات الصناعية. يعتب…
-
أهمية استخدام جهاز كشف المعادن الصغير للحفاظ على الأمان

أهمية استخدام جهاز كشف المعادن الصغير للحفاظ على الأمان يعتبر جهاز كشف المعادن الصغير من الأدوات الضرورية في الحفاظ على الأمان والسلامة في مختلف الأماكن ا…
-
جهاز كشف الفراغات: التقنية البسيطة للكشف عن المواد الخاملة

ببساطة، يعتبر جهاز كشف الفراغات تقنية بسيطة وفعالة في عملية الكشف عن المواد الخاملة. يتميز هذا الجهاز بالقدرة على اكتشاف الفراغات في الأشياء بشكل سريع ودقي…
-
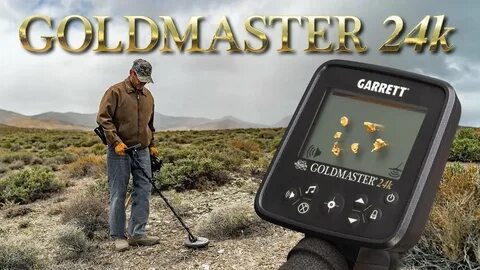
أفضل أنواع جهاز كشف الذهب garrett ومميزاته

جهاز كشف الذهب garrett هو أحد أفضل الأجهزة في سوق أجهزة كشف المعادن والذهب، حيث يتميز بدقته وفعاليته في الكشف عن الذهب والمعادن الثمينة. يتميز هذا الجهاز ب…
-
جهاز كشف الدفائن والكنوز: أداة حديثة لاكتشاف الكنوز تحت الأرض

جهاز كشف الدفائن والكنوز: أداة حديثة لاكتشاف الكنوز تحت الأرض تعتبر عمليات البحث عن الكنوز والدفائن من أقدم الأنشطة التي قام بها الإنسان على مر العصور. وم…
-
جهاز كشف الذهب: كيف يمكن لجهاز صغير تحديد مواقع الكنوز تحت الأرض؟

جهاز كشف الذهب: كيف يمكن لجهاز صغير تحديد مواقع الكنوز تحت الأرض؟ يعتبر جهاز كشف الذهب من أهم الأدوات التي تستخدم في عمليات البحث والتنقيب عن الكنوز والمعا…
-
جهاز ذهب الوحش: تقنية متطورة للكشف عن الذهب

جهاز ذهب الوحش: تقنية متطورة للكشف عن الذهب يعتبر جهاز “ذهب الوحش” من بين أحدث التقنيات المتطورة في مجال الكشف عن الذهب والمعادن الثمينة. فهو يتميز بدقته…
-
جهاز جيبارد جي بي ار: التقنية المتطورة للتتبع والأمان

جهاز جيبارد جي بي ار: التقنية المتطورة للتتبع والأمان تعتبر التقنية الحديثة في مجال التتبع والأمان أمرًا حيويًا في عصرنا الحالي، حيث تشهد الصناعة تطورًا م…
-
أهمية الاستخدام الفعال لجهاز التنقيب في البحث العلمي

جهاز تنقيب، أو ما يعرف بجهاز التنقيب، هو أداة تستخدم في البحث العلمي لاكتشاف الآثار والمعلومات الهامة في الأرض. ويعد الاستخدام الفعال لجهاز تنقيب من أهم ال…
-
أهمية واستخدامات جهاز الكشف عن المعادن والذهب

جهاز الكشف عن المعادن والذهب هو أداة حديثة تستخدم للكشف عن الأجسام المعدنية تحت الأرض. يتميز هذا الجهاز بقدرته على تحديد مواقع الذهب والمعادن الثمينة بدقة…
-
تجربة جهاز كشف الذهب: هل هو فعال وموثوق؟

تجربة جهاز كشف الذهب: هل هو فعال وموثوق؟ جهاز كشف الذهب هو أداة تقنية متطورة يستخدمها الكثيرون في البحث عن الذهب والمعادن الثمينة. يشغل هذا الجهاز مكانة م…
-
أهمية اختيار الأنواع المناسبة لجهاز كشف المعادن

أهمية اختيار الأنواع المناسبة لجهاز كشف المعادن انواع جهاز كشف المعادن تعتبر أساسية في عملية البحث والكشف عن الأجسام المعدنية في مختلف البيئات والمجالات….
-
أنواع أجهزة الكشف عن المعادن: دليل شامل لاختيار الجهاز المناسب

أنواع أجهزة الكشف عن المعادن: دليل شامل لاختيار الجهاز المناسب تعد أجهزة الكشف عن المعادن من الأدوات الحديثة التي تستخدم في العديد من المجالات مثل الأمن و…
-
أفضل جهاز كاشف ذهب في العالم: مراجعات وتقييمات

يعتبر البحث عن الذهب أمرًا مثيرًا ومثيرًا للاهتمام، ويتطلب استخدام أفضل الأدوات لضمان العثور على الذهب بدقة وكفاءة. واحدة من هذه الأدوات هي جهاز كاشف الذهب…
-
أصغر جهاز كشف عن الذهب: التكنولوجيا الحديثة والكفاءة العالية

أصغر جهاز كشف عن الذهب: التكنولوجيا الحديثة والكفاءة العالية تعد التكنولوجيا الحديثة والتطور المستمر في مجال الكشف عن الذهب والمعادن من العوامل المؤثرة في…
-
أحسن جهاز لكشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟

أحسن جهاز لكشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟ كشف المعادن هو عملية مهمة في العديد من المجالات مثل البحث عن الكنوز والآثار القديمة والأمن ال…
-
أفضل جهاز كشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟

أفضل جهاز كشف المعادن: كيف تختار الجهاز المناسب لاحتياجاتك؟ إذا كنت تبحث عن أحسن جهاز كشف المعادن لاحتياجاتك، فإنك بالتأكيد تحتاج إلى مقدمة شاملة حول كيفي…
-
أهمية اجهزة الكشف عن الذهب واستخداماتها الحديثة
أجهزة الكشف عن الذهب هي أدوات حديثة تستخدم في العديد من المجالات المختلفة، فهي تعتبر أداة أساسية في عمليات البحث عن الذهب واستخراجه. تتميز هذه الأجهزة بقدر…
-
أهمية اجهزة البحث عن الآثار في تاريخ الاثار
اجهزة البحث عن الآثار هي أدوات لا غنى عنها في مجال تاريخ الآثار والتراث، حيث تساهم في تسهيل العملية البحثية وكشف الآثار والمخطوطات القديمة. تعتبر هذه الأجه…
-
أهمية واستخدامات أجهزة كشف المعادن والذهب

في بداية المقدمة، نحن سنتحدث عن أهمية واستخدامات أجهزة كشف المعادن والذهب. تلك الأجهزة تعتبر أدوات حيوية للعديد من الصناعات والقطاعات، حيث تساهم في الكشف ع…
-
أهمية جهاز كشف الكنوز تحت الأرض في عصرنا الحالي

أهمية جهاز كشف الكنوز تحت الأرض في عصرنا الحالي تعتبر التنقيب عن الكنوز والمخفيات تحت الأرض من الهوايات التي تثير اهتمام الكثيرين في عصرنا الحالي. ومن أجل…
-
اكتشف أفضل جهاز تنقيب عن الذهب في السوق

أفضل جهاز تنقيب عن الذهب هو الحلم الذي يسعى إليه العديد من هواة البحث عن الثروات الطبيعية والكنوز الضائعة. يعتبر العثور على جهاز تنقيب عن الذهب فعال ودقيق…
-
أهمية استخدام أحدث أجهزة كشف الذهب والمعادن في عمليات البحث والتنقيب

أجهزة كشف الذهب والمعادن هي أدوات حديثة ومهمة في عمليات البحث والتنقيب عن الثروات الطبيعية تحت سطح الأرض. تتمتع هذه الأجهزة بقدرة عالية على اكتشاف وتحديد م…
-
أهمية جهاز كشف الذهب بعيد المدى في العثور على الكنوز

يعتبر جهاز كشف الذهب بعيد المدى أداة حديثة وفعالة في عمليات البحث عن الكنوز والمعادن الثمينة. فهو يقدم القدرة على اكتشاف الذهب والمعادن الثمينة بطريقة سريع…
-
أهمية واستخدامات أجهزة كشف المعادن في الحياة اليومية

أجهزه كشف المعادن تعتبر أجهزة كشف المعادن من الأجهزة الحديثة التي تلعب دوراً مهماً في الحياة اليومية، حيث تستخدم في العديد من المجالات والأغراض المختلفة. ف…
-
أهمية واستخدامات جهاز كشف الكنوز تحت الأرض
أصبحت تقنية كشف الكنوز تحت الأرض من الأدوات الحديثة التي أصبحت لها أهمية كبيرة في البحث عن الكنوز والمخفيات الأثرية والتاريخية، فقد أصبحت هذه التقنية جزءاً…
-
تحويل الهاتف إلى جهاز كشف الذهب: الطريقة السحرية لاستخدام تكنولوجيا الموبايل في البحث عن الكنوز

تحويل الهاتف إلى جهاز كشف الذهب: الطريقة السحرية لاستخدام تكنولوجيا الموبايل في البحث عن الكنوز يعتبر البحث عن الذهب والكنوز من الهوايات المثيرة للكثير من…
-
أهمية جهاز كشف المعادن والذهب في عمليات البحث والتنقيب

جهاز كشف المعادن والذهب يعتبر أداة حيوية في عمليات البحث والتنقيب عن المعادن الثمينة والذهب، حيث يساعد هذا الجهاز على تسهيل وتسريع عمليات البحث وتحديد مواق…
-
أهمية استخدام جهاز لكشف الذهب في عمليات التنقيب

جهاز لكشف الذهب يعتبر جهاز كشف الذهب أحد الأدوات الحديثة التي تستخدم في عمليات التنقيب عن الذهب والمعادن الثمينة. ويعتبر هذا الجهاز من الوسائل التكنولوجية…
-
ماكينة كشف الذهب: التقنية الحديثة للبحث عن الكنوز

ماكينة كشف الذهب: التقنية الحديثة للبحث عن الكنوز منذ القدم والإنسان يسعى لاكتشاف الكنوز والثروات الطبيعية المخبأة في باطن الأرض، ومن أهم هذه الكنوز الذهب…
-
أهمية واستخدامات جهاز كشف المعادن تحت الأرض

يعد جهاز كشف المعادن تحت الأرض أداة أساسية في مجال الكشف عن الكنوز والمعادن الثمينة والمخفية في باطن الأرض. وقد انتشر استخدام هذا الجهاز بشكل كبير في الآون…
-
أفضل اجهزه كشف الذهب: دليل شامل لاختيار الجهاز المناسب
اجهزه كشف الذهب تعتبر أدوات ضرورية لكل من يبحث عن كنوز الذهب والمعادن الثمينة. ولكن بما أن هناك العديد من الأجهزة المتاحة في السوق، فإن اختيار الجهاز المنا…
-
أسعار جهاز كشف الذهب: دليل شامل لأحدث الأسعار والمواصفات

أسعار جهاز كشف الذهب: دليل شامل لأحدث الأسعار والمواصفات إذا كنت تبحث عن جهاز كشف الذهب وترغب في معرفة أحدث الأسعار والمواصفات المتاحة في السوق، فأنت في ا…
-
اكتشاف الثروات: جهاز التنقيب عن الذهب وفرصه في البحث والاستكشاف

جهاز التنقيب عن الذهب هو أداة حديثة تستخدم في عمليات البحث والاستكشاف عن الثروات الطبيعية، وهو يلعب دورًا حاسمًا في اكتشاف الثروات الحقيقية في باطن الأرض….
-
جهاز كشف الذهب الدفع عند الاستلام: أفضل الخيارات المتاحة

جهاز كشف الذهب الدفع عند الاستلام: أفضل الخيارات المتاحة إذا كنت تبحث عن جهاز كشف الذهب الذي يمكنك شراؤه مع الدفع عند الاستلام، فأنت في المكان الصحيح. في…
-
أهمية وفوائد اجهزة كشف المعادن في الحياة اليومية

أجهزة كشف المعادن تعتبر من الأدوات الهامة والضرورية في الحياة اليومية، حيث توفر العديد من الفوائد والاستخدامات المتنوعة. تعتبر هذه الأجهزة ذات أهمية كبيرة…
-
أهمية جهاز الكشف عن المعادن في الحفاظ على الأمان والأمن

جهاز الكشف عن المعادن يعد من الأجهزة الحديثة والمتطورة التي تساهم في الحفاظ على الأمان والأمن في مختلف المجالات. فقد أصبح استخدامه أمراً ضرورياً في العديد…
-
اكتشف جهاز الكشف عن الذهب الحديث: التقنية والفعالية

جهاز ذهب يعتبر اكتشاف الذهب من التحديات التي تواجه البشرية منذ قرون طويلة، وقد شهدت التقنيات المستخدمة في هذا المجال تطوراً ملحوظاً على مر العصور. ومع التق…
-
أهمية واستخدامات جهاز البحث عن الذهب في الكشف عن الكنوز

جهاز البحث عن الذهب هو أداة حديثة تستخدم في الكشف عن الكنوز والمعادن الثمينة تحت سطح الأرض. يعتبر هذا الجهاز من أهم الأدوات التي تستخدم في التنقيب عن الذهب…
-
استخدام جهاز تنقيب الذهب في البحث عن الكنوز الضائعة

جهاز تنقيب الذهب في بداية المقدمة: يعتبر جهاز تنقيب الذهب من الأدوات التي تستخدم في البحث عن الكنوز الضائعة والمعادن الثمينة في باطن الأرض. وقد شهدت تقنيات…
-
أهمية مراجعة سعر جهاز كشف المعادن قبل الشراء

تعتبر مراجعة سعر جهاز كشف المعادن قبل الشراء أمرًا بالغ الأهمية للعديد من الأشخاص، خاصةً بالنسبة للأفراد والشركات التي ترغب في اقتناء هذه الأجهزة الحديثة و…
-
أهمية جهاز الكشف عن الذهب في عمليات البحث والتنقيب

جهاز الكشف عن الذهب يعد من الأدوات الضرورية في عمليات البحث والتنقيب عن الذهب، حيث يساهم بشكل كبير في تسهيل عملية اكتشاف الموارد الطبيعية واستخراجها. تعتبر…
-
أفضل جهاز كشف الذهب بأقل تكلفة في السوق

يعتبر البحث عن الذهب واحداً من أقدم الأنشطة التي يمارسها البشر، ولكن تكلفة اقتناء أجهزة كشف الذهب قد تكون مرتفعة بشكل كبير، وهذا ما دفع الكثيرين للبحث عن أ…
-
أهمية مقارنة أسعار جهاز كشف الذهب قبل الشراء

سعر جهاز كشف الذهب إن اختيار وشراء جهاز كشف الذهب يعتبر قراراً مهماً يتطلب الكثير من البحث والمقارنة. فعند البحث عن جهاز كشف الذهب المناسب، يجب على الشخص…
-
أفضل جهاز كشف الذهب للبيع: احصل على جهاز كشف الذهب الفعال بأفضل الأسعار
جهاز كشف الذهب للبيع: احصل على جهاز كشف الذهب الفعال بأفضل الأسعار إذا كنت تبحث عن أفضل جهاز كشف الذهب للبيع، فأنت في المكان الصحيح. نقدم لكم أجهزة كشف ال…
-
أهمية جهاز كشف المعادن في الأمن والسلامة العامة

يعتبر جهاز كشف المعادن أحد الأدوات الهامة في مجال الأمن والسلامة العامة، حيث يُستخدم هذا الجهاز للكشف عن المعادن المحظورة داخل المنشآت والمناطق الحيوية. وي…
-
أهمية وفوائد جهاز كشف الذهب في عصرنا الحديث

جهاز كشف الذهب في بداية المقدمة إنَّ جهاز كشف الذهب يُعتبر من الأجهزة التكنولوجية الحديثة التي تساهم في الكشف عن الذهب والمعادن الثمينة بشكل سريع ودقيق. و…
-
تعدين الذهب: أهمية وتأثيراته على البيئة والمجتمع

تعدين الذهب: أهمية وتأثيراته على البيئة والمجتمع إن تعدين الذهب هو عملية استخراج الذهب من الأرض والصخور الصلبة التي تحتوي على خام الذهب. ويعتبر تعدين الذه…
-
كيفية استثمار الأموال في الذهب: نصائح وإرشادات للمستثمرين

كيفية استثمار الأموال في الذهب: نصائح وإرشادات للمستثمرين يعتبر الذهب من أقدم وأهم المعادن الثمينة التي يتم استخدامها كوسيلة للاستثمار والتوفير. ومع تزايد…
-
صناديق ذهب: استثمار آمن ومربح

صناديق ذهب: استثمار آمن ومربح تُعتبر صناديق الذهب من الوسائل الاستثمارية الشهيرة والمرغوبة لدى الكثير من المستثمرين، فهي توفر فرصة للاستثمار بشكل آمن ومرب…
-
فوائد وأهمية صناديق الذهب في الاستثمار الآمن

صناديق الذهب تعتبر وسيلة من أهم وسائل الاستثمار الآمنة والمضمونة في العالم. فهي تمثل حلاً مثالياً للحفاظ على قيمة المال وتحقيق العوائد بطريقة مضمونة ومستقر…
-
فوائد واستراتيجيات صناديق الاستثمار في الذهب

في السنوات الأخيرة، أصبحت صناديق الاستثمار في الذهب من أبرز وسائل الاستثمار الشائعة والمفضلة لدى الكثير من المستثمرين، نظراً للفوائد الكبيرة التي توفرها وا…
-
الاستثمار في الذهب: فرصة استثمارية ذهبية تستحق الاهتمام

الذهب هو واحد من أقدم وأثمن المعادن الثمينة التي تستخدم كوسيلة للتجارة والاستثمار. وقد اكتسب الذهب سمعة لا تضاهى كمتجر للقيمة على مر العصور. ومع تقلبات أسو…
-
صناديق الذهب: الاستثمار الآمن والمربح
الاستثمار في صناديق الذهب يعتبر واحداً من أكثر الطرق أماناً وربحية للمستثمرين، حيث تعتبر الذهب من المعادن الثمينة التي تحافظ على قيمتها على مرّ الزمن. تعتب…
-
استثمار في السبائك الذهبية: كيف تحقق أرباحاً مستقرة؟

يعتبر الاستثمار في السبائك الذهبية من الطرق الشائعة والمأمونة لتحقيق أرباح مستقرة ومضمونة. فالذهب يعتبر واحدًا من أكثر المعادن قيمة واستقرارًا على مر العصو…
-
الاستثمار في الذهب: فرص وتحديات مع البنك الاهلي

يعتبر الاستثمار في الذهب من الفرص الاستثمارية المهمة في الوقت الحالي، حيث يتمتع الذهب بشعبية كبيرة بين المستثمرين كونه يُعتبر ملاذاً آمناً خلال الفترات الا…
-
استثمار في الذهب: البنك الأهلي المصري يقدم فرصًا استثمارية ممتازة

تعد الاستثمار في الذهب من أقدم أشكال الاستثمار التي احتفظت بقيمتها واستقرارها على مر العصور. وفي ظل التقلبات الاقتصادية التي تشهدها الأسواق العالمية، يعتبر…
-
استثمار الفضة: الطريقة المثالية لتنويع محفظتك الاستثمارية

استثمار الفضة: الطريقة المثالية لتنويع محفظتك الاستثمارية يعد استثمار الفضة من الطرق الفعالة لتنويع محفظتك الاستثمارية وتحقيق عوائد مالية مستقرة. فالفضة ت…
-
فوائد استثمار الفلوس في الذهب وأفضل الطرق لتحقيق العائد المالي

استثمار الفلوس في الذهب يعتبر واحداً من أفضل الطرق لتحقيق العائد المالي وتوفير أمان مالي في المستقبل. يعتبر الذهب من أقدم وأثمن المعادن التي يتم استخدامها…
-
استثمار الفضة: فرصة ممتازة للربح والتنويع في المحفظة الاستثمارية

استثمار الفضة: فرصة ممتازة للربح والتنويع في المحفظة الاستثمارية تعتبر الفضة واحدة من أكثر المعادن التي يتم استخدامها في الصناعة والتجارة، ولكنها أيضًا تعت…
-
استثمار الجنيه الذهبي: فرصة لتحقيق الربح وتنويع المحافظ الاستثمارية

استثمار الجنيه الذهبي: فرصة لتحقيق الربح وتنويع المحافظ الاستثمارية استثمار الجنيه الذهبي يعتبر خيارًا مهمًا للأفراد الباحثين عن فرص لاستثمار أموالهم في م…
-
احسن استثمار في الذهب: دليلك للحصول على عوائد مالية ممتازة
يُعتبر الاستثمار في الذهب واحداً من أفضل أنواع الاستثمارات التي يمكن القيام بها، حيث يتمتع الذهب بشعبية كبيرة كوسيلة للتخزين للقيمة والحماية من التضخم. إذا…
-
أفضل طرق الاستثمار في الذهب: دليلك الشامل للنجاح

أفضل طرق الاستثمار في الذهب هي موضوع يثير اهتمام الكثيرين، فالذهب يعتبر من أقدم وأوائل وسائل التخزين للثروة والاستثمار في التاريخ. ولكن مع تطور الأسواق الم…
-
الذهب: أفضل استثمار يمكنك القيام به

أفضل استثمار في الذهب يعتبر الذهب من أقدم وأثمن المعادن الثمينة التي تستخدم كوسيلة للتخزين والاستثمار. وقد ارتفعت قيمته مع مرور الوقت، مما جعله خياراً مثا…
-
كيفية استثمار الذهب: دليل شامل للمبتدئين

ازاي استثمر في الذهب؟ هذا هو سؤال يطرحه الكثير من الأشخاص الراغبين في الاستثمار بشكل آمن ومربح. فالذهب من المعادن الثمينة التي تحظى بشعبية كبيرة كوسيلة للح…
-
فوائد وأسباب اختيار صناديق استثمار الذهب

صناديق استثمار الذهب تعتبر واحدة من أفضل الطرق للاستثمار في الذهب، حيث توفر فوائد عديدة للمستثمرين. وتعد هذه الصناديق خيارًا شائعًا بين الأفراد والمستثمرين…
-
الذهب كأفضل نوع للاستثمار: دليلك للاختيار الصحيح

أفضل نوع ذهب للاستثمار: دليلك للاختيار الصحيح يعتبر الذهب من أقدم وأهم أصناف الاستثمار التي تحافظ على قيمتها عبر الزمن، ويعتبر الاستثمار في الذهب خياراً آ…
-
كيفية الاستثمار في سبائك الذهب: دليل الخطوات الأساسية

بوجود العديد من الخيارات المتاحة للاستثمار، يعتبر الذهب من أكثر الأصول جاذبية للمستثمرين. فهو يعتبر ملاذا آمنا ويحمل قيمة تاريخية وثقافية كبيرة. ومن بين أش…
-
إستثمار الذهب: كيفية الاستفادة من تداول الذهب في سوق المال

إستثمار الذهب: كيفية الاستفادة من تداول الذهب في سوق المال يُعتبر الذهب من أقدم المعادن الثمينة التي تستخدم كوسيلة للتداول والاستثمار. فهو يعتبر ملاذًا آم…
-
افضل سبائك ذهب للاستثمار: كيف تختار السبيكة المناسبة لك؟

افضل سبائك ذهب للاستثمار: كيف تختار السبيكة المناسبة لك؟ يعتبر الذهب من أكثر المعادن الثمينة شهرة واستخداما في عالم الاستثمار والتجارة. ولكن عندما يتعلق ا…
-
استثمار الذهب: فرصة مثيرة للربح وتنويع المحفظة الاستثمارية

استثمار الذهب: فرصة مثيرة للربح وتنويع المحفظة الاستثمارية يعد استثمار الذهب من الفرص المثيرة والمجدية التي يمكن للمستثمر الاستفادة منها، حيث يعتبر الذهب…
-
الاستثمار في الفضة: فرصة مثيرة للربح وتنويع المحفظة الاستثمارية

الاستثمار في الفضة: فرصة مثيرة للربح وتنويع المحفظة الاستثمارية يعتبر الاستثمار في الفضة من الفرص الواعدة التي تساهم في تحقيق أرباح مجزية وتنويع المحفظة ا…
-
كيف تستفيد من صناديق الاستثمار في الذهب؟

صناديق الاستثمار في الذهب هي أدوات استثمارية تقدم فرصة للمستثمرين للاستفادة من ارتفاع أسعار الذهب وتحقيق عوائد مالية مجزية. يُعتبر الذهب أحد أكثر المعادن ا…
-
فوائد وأفضل استثمار في الذهب للمستقبل

فوائد وأفضل استثمار في الذهب للمستقبل يعتبر الذهب واحداً من أقدم أشكال الاستثمار في التاريخ، ولا يزال يحتفظ بشعبيته كملاذ آمن للمستثمرين والمتداولين في الأ…
-
كيفية الاستثمار بالذهب: نصائح وإرشادات للمستثمرين

كيفية الاستثمار بالذهب: نصائح وإرشادات للمستثمرين يعتبر الذهب من المعادن الثمينة التي تحظى بشعبية كبيرة بين المستثمرين نظراً لقيمته العالية وثباته في الأس…
-
كيفية الاستثمار في الذهب: نصائح وإرشادات للمستثمرين

كيفية الاستثمار في الذهب: نصائح وإرشادات للمستثمرين يعتبر الذهب أحد أهم المعادن الثمينة التي تعتمد عليها العديد من الثقافات والحضارات على مر العصور. وبالر…
-
أفضل الطرق للاستثمار في الذهب وزيادة العائد المالي
أفضل طريقة للاستثمار في الذهب يعتبر الذهب من أهم المعادن الثمينة التي يمكن الاستثمار فيها، حيث يتمتع بقيمة عالية وثبات في السوق العالمي. ولذا فإن البحث عن…
-
أهمية وفوائد استثمار الذهب في البنوك

أصبحت استثمارات الذهب في البنوك أحد أهم أشكال الاستثمار التي تجذب الكثير من الأفراد والشركات في الوقت الحالي. يعتبر الذهب من أهم المعادن الثمينة التي تحتفظ…
-
استثمار الذهب عبر البنوك: الطريق الآمن والمربح

استثمار الذهب عبر البنوك يعتبر واحداً من أفضل الطرق الآمنة والمربحة للاستثمار في الوقت الحالي. فعندما تقوم بالاستثمار في الذهب عبر البنوك، يمكنك الاستفادة…
-
كيفية الاستثمار في سبائك الذهب: دليل شامل للمبتدئين

طريقة الاستثمار في سبائك الذهب هي احدى الطرق المشهورة والمثيرة للاستثمار، وتعتبر مصدراً موثوقاً للحفاظ على القيمة على المدى الطويل. تعتبر الذهب من المعادن…
-
كيفية الاستثمار في الذهب: دليل شامل للمبتدئين والمحترفين

كيفية الاستثمار في الذهب: دليل شامل للمبتدئين والمحترفين إذا كنت تفكر في الاستثمار في الذهب، فإنك تختار واحدة من أقدم وأقوى وسائل الاستثمار في التاريخ. يع…
-
كيفية استثمار المال في الذهب: نصائح وإرشادات

كيفية استثمار المال في الذهب يعتبر الذهب من أبرز وسائل الاستثمار الآمنة والموثوقة التي يلجأ إليها الكثيرون في مختلف أنحاء العالم. فهو ليس فقط مادة ثمينة في…
-
طرق استثمارية في الذهب: الاستفادة من السوق الذهبية

طريقة الاستثمار في الذهب هي واحدة من الطرق الشائعة والفعالة في الاستثمار. يُعتبر الذهب من المعادن الثمينة التي تحتفظ بقيمتها على مدى الزمن، ويمتاز بكونه مل…
-
شركة استثمار الذهب: فرص وتحديات في سوق الاستثمار

شركة استثمار الذهب: فرص وتحديات في سوق الاستثمار تعتبر شركة استثمار الذهب واحدة من الشركات الرائدة في مجال الاستثمار في الذهب. يعتبر الذهب من المعادن الثم…
-
استثمار الذهب للمبتدئين: دليل شامل للبدء

استثمار الذهب للمبتدئين: دليل شامل للبدء يعتبر الذهب من أقدم وأهم الاستثمارات في التاريخ، حيث لا تزال قيمته تستمد قوتها من عوامل عدة مثل الاقتصاد العالمي…
-
استثمار الذهب للمبتدئين: دليل شامل للبدء في عالم الاستثمار في الذهب

الاستثمار في الذهب للمبتدئين هو موضوع يثير اهتمام الكثيرين في الوقت الحالي، حيث أصبح الذهب واحدًا من أهم الأصول الاستثمارية التي يفضلها الكثيرون لتنويع محا…
-
فوائد واستراتيجيات الاستثمار في الذهب

فوائد واستراتيجيات الاستثمار في الذهب يعد الاستثمار في الذهب أحد الخيارات المهمة للعديد من المستثمرين والمتداولين في الأسواق المالية. فالذهب يعتبر من المعا…
-
استثمار الذهب: الفرص والتحديات في سوق الذهب العالمي

استثمار الذهب: الفرص والتحديات في سوق الذهب العالمي استثمار الذهب هو أحد أقدم أشكال الاستثمار التي عرفتها البشرية، ولا يزال الذهب يحتل مكانة مهمة كوسيلة ل…
-
استثمارات مجدية: كيف تستفيد من صناديق الاستثمار في الفضة؟

صناديق الاستثمار في الفضة هي أحد أشكال الاستثمار الجديرة بالاهتمام في الوقت الحاضر، حيث تقدم فرصة للمستثمرين للاستفادة من ارتفاع أسعار الفضة وتحقيق عوائد م…
-
استراتيجيات شراء اسهم ذهب ونصائح مهمة للمستثمرين

شراء اسهم ذهب استراتيجيات شراء أسهم الذهب ونصائح مهمة للمستثمرين يُعتبر شراء أسهم الذهب من أبرز الاستثمارات الآمنة والمربحة التي يلجأ إليها المستثمرون في…
-
Analyzing World Gold Supply by Country: A Comprehensive Report

World Gold Supply by Country: A Comprehensive Report The global supply of gold is a critical component of the precious metal market, with various countrie…
-
Exploring the World’s Largest Gold Mine: A Valuable Discovery

The largest gold mine in the world, a site of immense value and discovery, has captivated the interest of explorers, scientists, and miners alike. The shee…
-
China: The Biggest Producer of Gold in the World

China: The Biggest Producer of Gold in the World China has emerged as the biggest producer of gold in the world, surpassing other leading countries in gol…
-
Top Companies in Gold Production: A Breakdown of Production Rates

Gold production by company is a key metric in the mining industry, as it provides valuable insight into the leading players in the market. Understanding th…
-
Expert Gold Analysts Share Predictions for Market Trends

Expert Gold Analysts Share Predictions for Market Trends As expert gold analysts, it is crucial to stay updated on the latest market trends and make infor…
-
Gold Mining Bags: A Lucrative Investment Opportunity

Gold mining bags are becoming an increasingly popular investment opportunity for individuals seeking to tap into the booming gold market. As the demand for…
-
Uncovering Treasures: How to Use a Metal Detector Finder

Metal detector finders are invaluable tools for uncovering hidden treasures buried beneath the earth. Whether you are an amateur enthusiast or a seasoned p…
-
Exploring the Rich Gold Deposits in Australia

Gold deposits in Australia are some of the richest in the world, making the country a hotspot for gold exploration and mining. With a long history of gold…
-
Discovering Hidden Treasures: The Best Metal Detectors for You

Detector metal detectors have become an essential tool for treasure hunters and hobbyists alike. With a wide range of options available, finding the best m…
-
Uncovering the History of Whites Metal Detectors: A Complete Guide

Whites Metal Detectors have a rich and storied history in the world of metal detecting. From their humble beginnings to their current status as a leading m…
-
Unveiling the Top Metal Detector Brand for Treasure Hunters

Metal detector brands are a crucial consideration for treasure hunters looking for the best equipment to aid in their pursuits. With so many options in the…
-
Uncovering the Mystery: How Does a Metal Detector Work?

Metal Detector: How Does it Work? Metal detectors have been a valuable tool for treasure hunters, security personnel, and archaeologists for decades. But…
-
Discover Hidden Treasures with Metal Detectors
Metal detectors have long been used to discover hidden treasures and valuable artifacts buried beneath the earth’s surface. The use of metal detectors has…
-
New Technology Enhances Metal Detector Detection Capabilities

Metal detector detectors have come a long way in recent years, thanks to advancements in technology. The incorporation of new technology has significantly…
-
Find Your Perfect Gold Pan: Discover Affordable Prices Today

Gold Pan Price: Find Your Perfect Gold Pan: Discover Affordable Prices Today Are you an avid gold prospector looking for the perfect gold pan at an afford…
-
Find Gold Digging Near Me: Discovering Riches in Your Backyard

Gold Digging Near Me: Discovering Riches in Your Backyard Are you interested in finding a new hobby that may also lead to some lucrative rewards? If so,…
-
Innovative Techniques in First Mining Gold Yield Better Results

First mining gold is a valuable and sought-after resource, and many companies are continuously seeking innovative techniques to improve their yield and res…
-
Uncovering Hidden Treasure with a Metal Detector

Detector metal detectors have long been used by treasure hunters and archaeologists to uncover hidden treasures and artifacts buried beneath the earth’s su…
-
Discover Gold Digging Near Me: Unearthing Riches in Your Area

Gold Digging Near Me: Unearthing Riches in Your Area Are you curious about the possibility of discovering gold right in your own backyard? With the growin…
-
Unearthing Treasures: The Best Great Detectors for Beginners

Great detectors are a valuable tool for beginners looking to unearth treasures in the world of metal detecting. Whether you are searching for coins, jewelr…
-
New Mining Detector Technology Aims to Improve Safety and Efficiency

Mining detector technology has rapidly evolved over the years, aiming to improve the safety and efficiency of mining operations. With the development of ne…
-
Discovering Hidden Treasures With Metal Detectors

Metal detectors have become an essential tool for enthusiasts and treasure hunters looking to unearth hidden gems and treasures. The thrill of discovering…
-
Gold Prospecting for Beginners: A Beginner’s Guide to Gold Hunting

Gold prospecting for beginners is an exciting and rewarding hobby that allows individuals to search for and uncover the valuable metal, gold. In this begin…
-
Discover the Basics of Gold Prospecting for Beginners

Gold Prospecting for Beginners: Introduction If you’ve ever dreamed of striking it rich by finding gold nuggets in a sparkling stream, then you’ve likely…
-
Discovering Nearby Gold Mining Opportunities: A Beginner’s Guide

Mining for gold near me can be an exciting and rewarding endeavor for beginners looking to explore the world of gold mining. In this beginner’s guide, we w…
-
Unlocking the Beauty of Gold Screen Technology

Gold Screen technology has revolutionized the way we experience visual content on electronic devices. With its stunning color reproduction and immersive di…
-
Discovering Nearby Gold Mines: A Guide for Miners

Mining for Gold Near Me: Discovering Nearby Gold Mines Are you a miner looking to strike it rich? If so, you’ll want to know about the gold mines near you…
-
US Gold Mining Industry Continues to Thrive Despite Challenges

The US gold mining industry continues to thrive despite facing various challenges. With a rich history dating back to the 1800s, the US has been a signific…
-
New Mining Detector Technology Revolutionizes Mineral Exploration Techniques

Mining Detector Technology has undergone a significant revolution, transforming mineral exploration techniques. This new technology has enabled unprecedent…
-
Exploring the Rich History of Gold Fields Around the World

Gold fields have played a significant role in shaping the history and economies of various regions around the world. From the California Gold Rush to the W…
-
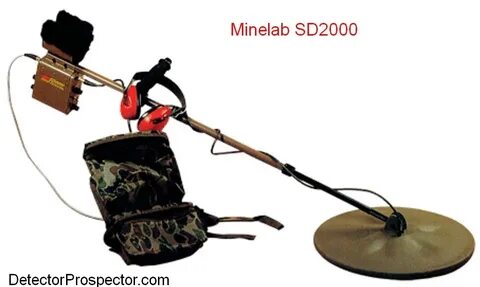
Exploring the Success of Minelab Company in Metal Detectors

Minelab Company is a leading producer of metal detectors, renowned for their innovation and high-quality products. This paper aims to explore the remarkabl…
-
Determining the Best Metal Detectors for Your Needs

Detect metal detectors are an essential tool for a variety of purposes, from hobbyists searching for hidden treasures to security personnel screening for d…
-
Uncovering a Treasure Trove: Searching for Gold Diggers

Searching for Gold: Uncovering a Treasure Trove of Secrets The quest for hidden treasures has long been a popular and thrilling pursuit. For centuries, pe…
-
Discover The Smallest Metal Detector on the Market

Introducing the smallest metal detector on the At just a fraction of the size of traditional metal detectors, this innovative device is revolutionizing th…
-
Unearthing Fortune: The Art of Digging for Gold

Digging for gold has long been a symbol of the pursuit of wealth and prosperity. In “Unearthing Fortune: The Art of Digging for Gold,” we explore the fasci…
-
Uncovering New Opportunities: The Future of Gold Exploration

Gold exploration has long been a lucrative and captivating endeavor, and with advancements in technology and industry techniques, new opportunities are con…
-
Exploring the Best Metal Detectors on the Minelab Website

The Minelab website offers a wide range of high-quality metal detectors that cater to various types of treasure hunting and archaeological exploration. Whe…
-
Top 10 Biggest Gold Producers in the World

Top 10 Biggest Gold Producers in the World The mining and production of gold is a thriving industry, with several countries leading the way in production….
-
Detecting Metal Detectors: How Does It Work?

Detecting Metal Detectors: How Does It Work? Detect metal detectors are important devices used in various industries, from security to archaeology. They a…
-
Exploring the Prospects of Gold Mining in Australia

Gold mining in Australia has been a significant industry for over a century, with the country being one of the leading producers of gold in the world. The…
-
Exploring the Potential for Gold: An In-Depth Look at Exploration

Gold Exploration: Exploring the Potential for Gold Gold has long been a coveted and valuable precious metal, and the process of exploring and uncovering n…
-
The World’s Largest Gold Producers: A Closer Look

The world’s largest gold producers are crucial players in the global gold industry. Their operations, impact, and contributions play a significant role in…
-
Discover the World’s Smallest Metal Detector for Precision Finds

Smallest Metal Detector: Discover the World’s Smallest Metal Detector for Precision Finds Are you in need of a compact and highly accurate metal detector…
-
Discovering the Best Metal Detector Brand for Treasure Hunting Enthusiasts
Best Metal Detector Brand: Discovering the Best Metal Detector Brand for Treasure Hunting Enthusiasts For treasure hunting enthusiasts, finding the best m…
-
Discover the Top Metal Detector Brands for Your Next Hunt

Top Metal Detector Brands: Discover the Top Metal Detector Brands for Your Next Hunt Are you in the market for a new metal detector? With so many options…
-
Uncovering the Hidden Treasures: Gold Search Techniques and Strategies

Gold search is an age-old pursuit that has captivated adventurers and treasure hunters for centuries. In “Uncovering the Hidden Treasures: Gold Search Tech…
-
Unlocking the Secret to Perfecting Your Yoga Practice with Gold Mat

Gold Mat: Unlocking the Secret to Perfecting Your Yoga Practice Are you looking to take your yoga practice to the next level? Look no further than the gol…
-
Uncovering the Secret of Successful Gold Finders

Gold finders are often the subject of fascination and envy, as their ability to uncover valuable deposits of gold seems almost magical to many. What sets t…
-
Revolutionary Techniques for Gold Extraction Unveiled

Gold extraction has been a vital part of human civilization for centuries, with traditional methods involving the use of mercury and cyanide posing signifi…
-
Exploring the Impact of Gold Mining in Australia’s Economy

Gold mining in Australia has been a significant contributor to the country’s economy for over a century. The industry has played a crucial role in driving…
-
Gold Mining Company Strikes It Rich with New Discovery

Gold Mining Company Strikes It Rich with New Discovery A gold mining company has hit the jackpot with a new discovery that could potentially be one of the…
-
Top 5 Good Metal Detector Brands You Need to Know

Good Metal Detector Brands: Top 5 Good Metal Detector Brands You Need to Know When it comes to searching for hidden treasures, having a reliable metal det…
-
Revolutionizing Marine Construction with Suction Dredge Technology

Suction dredge technology has been revolutionizing marine construction by offering a more efficient and precise method for excavating and transporting sedi…
-
Prospecting for Gold: A Beginner’s Guide to Successful Gold Search

Gold search is an exciting and potentially lucrative hobby that has been enjoyed by enthusiasts for centuries. For those new to the world of prospecting fo…
-
Discover the Benefits of Using a Gold Panning Machine in Your Search for Treasure

Gold panning machines can revolutionize the way you search for treasure in rivers and streams. Whether you are a seasoned prospector or a novice looking to…
-
Discover the Best Gold Panning Machine for Beginners

Gold panning is a popular and enjoyable hobby for many outdoor enthusiasts, and using a gold panning machine can make the process even more efficient and p…
-
Discover the Best Spots for Gold Panning Near Me

Gold Panning Near Me: Discover the Best Spots for Gold Panning If you’re looking to try your hand at gold panning, you might be wondering where the best s…
-
Discover the Best Gold Panning Near Me in Your Area

Gold Panning Near Me: Discover the Best Spots in Your Area Are you looking to try your hand at gold panning and wondering where the best locations near yo…
-
Discovering Nearby Gold Mining Opportunities: A Guide for Locals

Gold mining near me has always been an enticing prospect for locals looking to capitalize on the abundance of natural resources in their area. However, dis…
-
Discover the Best Gold Mining Near Me for Your Next Adventure

Gold mining near me is a thrilling and rewarding adventure for those who are eager to explore the natural beauty of the earth while uncovering valuable tre…
-
Discover the Secrets of Prospecting and Find Gold for Profit

Find Gold: Discover the Secrets of Prospecting and Find Gold for Profit Prospecting for gold can be an exciting and lucrative venture, but it requires kno…
-
Discover the Top 10 Best Metal Detector Brands of 2021

Best Metal Detector Brands: Discover the Top 10 of 2021 Metal detecting is a popular hobby for many enthusiasts around the world, and having the right equ…
-
Uncovering Hidden Treasures: Mine Lab’s Latest Innovation

Mine lab, a leading innovator in the field of metal detecting, has recently unveiled its latest innovation in the form of a groundbreaking technology aimed…
-
Top Metal Detector Brands of 2021: A Comprehensive Review

Metal Detector Brands: Top Metal Detector Brands of 2021: A Comprehensive Review When it comes to finding the best metal detector for your needs, the bran…
-
Uncovering Hidden Treasures: The Latest Gold Finder Technology

Gold Finder technology has long been a catalyst in the ever-evolving world of treasure hunting and prospecting. With its advancements continually pushing t…
-
Discovering the Best Techniques to Find Gold

Find Gold: Discovering the Best Techniques to Strike It Rich Gold has long been a symbol of wealth and prosperity, and for centuries, people have been sea…
-
Discover the Best Gold Panning Techniques for Beginners

Gold panning is an exciting and rewarding hobby that allows beginners to experience the thrill of finding real gold. In this guide, we will explore the bes…
-
Unlocking the Power of Mine Lab: Essential Tools for Detection

Mine Lab is a leading brand in metal detection and has established itself as an essential tool for archaeologists, treasure hunters, and security professio…
-
Unlocking the Secrets of History with Metal Detectors

Metal detectors are often associated with beachcombers and treasure hunters, but they have also become valuable tools for unlocking the secrets of history….
-
Unlocking the Potential: The Future of Gold Mining

Gold mining has long been a lucrative and essential industry, providing the precious metal for a wide range of applications. As technology and innovation c…
-
Unlocking the Gold Production Process: From Mine to Market

The gold production process is a complex and intriguing journey that takes the precious metal from its source in the earth all the way to market. Unlocking…
-
Uncover Hidden Treasures with the Ultimate Gold Pan

Gold panning is a timeless and rewarding activity that allows enthusiasts to uncover hidden treasures in rivers and streams. With the ultimate gold pan, pr…
-
Revitalize Your Jewelry with Gold Wash: A Complete Guide

Gold wash is a beautiful and cost-effective way to revitalize your jewelry and give it a fresh new look. Whether you have old, worn-out pieces or simply wa…
-
Discover the Best Metal Detectors for Your Next Adventure

Metal detectors are essential tools for treasure hunters, outdoor enthusiasts, and history buffs. Whether you’re searching for buried artifacts, lost jewel…
-
Streamlining Gold Mining and Processing for Maximum Efficiency

Gold mining and processing are crucial components of the global economy, with the demand for this precious metal continuously on the rise. In order to meet…
-
Diving Into the Art of Hand Panning: A Gold Seeker’s Guide

Hand panning is a time-honored technique for prospecting gold, and in “Diving Into the Art of Hand Panning: A Gold Seeker’s Guide,” readers are provided wi…
-
Uncovering Hidden Treasures: The Best Metal and Gold Detectors

Metal detectors and gold detectors are invaluable tools for uncovering hidden treasures and valuable artifacts buried beneath the earth’s surface. In this…
-
Uncovering Hidden Treasures with a Metal Detector Gold Detector

Metal detector, gold detector, and treasure hunting enthusiasts, With the advancement in technology, uncovering hidden treasures has become easier than ev…
-
Revolutionizing Mining: The Gold Miner Machine Unveiled

Gold miner machine technology has been a game changer in the mining industry, revolutionizing the way gold is extracted from the earth. With the unveiling…
-
Uncovering Treasures: Finding the Right Metal Detector for the Right Price

Price is an important factor to consider when searching for the perfect metal detector. With so many options available on the market, it can be challenging…
-
Uncovering Hidden Treasures: The Best Gold Detector Options Reviewed

Looking for the best gold detector to uncover hidden treasures? With so many options available in the market, it can be overwhelming to choose the right on…
-
Revolutionizing Gold Mining: The New Gold Miner Machine

Gold miner machine has long been a crucial tool in the process of extracting gold from the earth. However, with the advancement of technology, a new and im…
-
Uncovering Hidden Treasures: The Best Gold & Metal Detectors of 2022

Gold & metal detectors have become an essential tool for treasure hunters and prospectors alike. In this ever-evolving field, staying updated with the late…
-
Uncovering Hidden Treasures: The Best Gold Detector Metal for Prospectors

Gold detector metal is an essential tool for prospectors looking to uncover hidden treasures. With the right metal detector, you can maximize your chances…
-
Revolutionizing Gold Mining: The Power of Machine Technology

Machine technology has revolutionized the gold mining industry, making it more efficient and productive than ever before. With the advancement of machine t…
-
Discover the Best Gold Hunting Tools for Successful Treasure Hunting

Gold Hunting Tools: Discover the Best Gold Hunting Tools for Successful Treasure Hunting When it comes to gold hunting, having the right tools can make al…
-
Uncover Hidden Treasures with the Latest Gold Detector Technology

Gold detectors have revolutionized the way we search for buried treasures, making it easier and more efficient to uncover hidden riches. With the latest ad…
-
Discover the Best Gold Prospecting Tools for Finding Hidden Treasure

Prospecting Tools Gold: Have you ever wanted to try your hand at finding hidden treasure? Gold prospecting is a fascinating hobby that has been enjoyed by…
-
Uncovering Treasures: Finding Gold with a Metal Detector

Gold in Metal Detector Uncovering Treasures: Finding Gold with a Metal Detector Gold has long been associated with wealth, luxury, and power, making it…
-
Uncovering the Best Gold Finding Tools for Prospecting Success

Gold finding tools are essential for anyone who is serious about prospecting for gold. Whether you are a seasoned prospector or just starting out, having t…
-
Revolutionizing Gold Mining with Advanced Machine Technology

Machine for mining gold have long been a cornerstone of the industry, but with the advancement of technology, the way gold mining is conducted is being rev…
-
Understanding the Gold Mining Process: A Complete Guide

Gold mining process is a complex and fascinating journey that involves various stages and techniques to extract the precious metal from the earth. In this…
-
Discovering Gold: Metal Detectors with High Sensitivity

Metal detectors that detect gold have become increasingly popular as more people take part in the exciting hobby of treasure hunting. One of the most impor…
-
Discover the Best Gold Hunting Tools for Your Next Adventure

Gold hunting tools are essential for any prospecting adventure, as they can make the difference between finding a valuable treasure and coming up empty-han…
-
Uncover Hidden Treasures with a Gold Searching Machine

Gold searching machines have revolutionized the way treasure hunters uncover hidden riches. These powerful tools have made it easier than ever to locate an…
-
The Best Prospecting Tools for Finding Gold in 2022

Prospecting tools for finding gold are essential for any aspiring gold hunter in 2022. These tools can make a significant difference in your success and ef…
-
Uncovering Hidden Treasures: The Best Gold and Metal Detector Technology

Gold and metal detectors have been a game-changer for many treasure hunters seeking to uncover hidden riches. In this article, we will explore the best gol…
-
Discover the Best Gold Finding Tools for Your Next Adventure

Gold Finding Tools: Discover the Best for Your Next Adventure Are you ready to embark on an exciting gold prospecting adventure? Whether you’re a seasoned…
-
New Metal Detectors Designed to Detect Gold Nuggets

Metal detectors that detect gold have always been a sought after tool for treasure hunters and gold prospectors. They are often used to search for gold nug…
-
Discovering the Best Metal Detector Price for Budget-Friendly Treasure Hunting

Metal Detector Price: Discovering the Best for Budget-Friendly Treasure Hunting When it comes to treasure hunting, having the right metal detector can mak…
-
Revolutionizing Gold Mining with Cutting-Edge Machines

Gold mining machine technology has undergone a revolutionary transformation in recent years, with cutting-edge machines revolutionizing the way gold is min…
-
Top Gold Prospecting Tools for Successful Mining Ventures

Gold Prospecting Tools are essential for anyone looking to successfully mine for gold. These tools are crucial for locating and extracting gold from the ea…
-
Uncovering Hidden Treasures: The Best Metal Detectors for Gold

Metal detectors for gold have become essential tools for treasure hunters and prospectors. Uncovering Hidden Treasures: The Best Metal Detectors for Gold i…
-
Uncovering Hidden Treasures with a Gold and Metal Detector

Gold and Metal Detector: Uncovering Hidden Treasures For those with a passion for treasure hunting, a gold and metal detector is an essential tool for unc…
-
Uncovering Buried Treasure: The Benefits of a Machine Gold Detector

Machine gold detector is a revolutionary tool that has transformed the way we search for buried treasure. With its advanced technology and incredible accur…
-
New Gold Searching Machine Revolutionizes Prospecting Industry

Gold Searching Machine Revolutionizes Prospecting Industry The recent development of a new gold searching machine has caused a major shift in the prospect…
-
Exploring the Gold Market in the UK: Trends and Opportunities

Gold in the UK: Exploring the Gold Market in the UK: Trends and Opportunities The gold market in the UK is a dynamic and ever-evolving industry, with a lo…
-
Discovering the Best Metal Detector Prices for Your Budget

Metal detector prices can vary greatly depending on the brand, features, and quality. When you are in the market for a metal detector, it’s essential to fi…
-
Discover hidden treasures with a metal detector

Detektor metal: Have you ever wondered what lies beneath the ground, just waiting to be discovered? With the use of a metal detector, you have the opportun…
-
Essential Gold Prospecting Tools for Successful Treasure Hunters

Gold prospecting tools are essential for any treasure hunter looking to strike it rich. Whether you are a novice or experienced prospector, having the righ…
-
Best Metal Detector to Purchase for Treasure Hunting Adventures

Purchase metal detector: Are you ready to embark on exciting treasure hunting adventures? If so, finding the best metal detector for your needs is crucial….
-
Uncover Hidden Treasures: Metal Detectors for Gold

Metal detectors for gold have become a popular tool for treasure hunters and prospectors seeking to uncover hidden treasures. With the advancement in techn…
-
Uncover Hidden Treasures with the GPX Gold Detector

GPX gold detector is a revolutionary tool for uncovering hidden treasures beneath the earth’s surface. Whether you are a seasoned treasure hunter or a novi…
-
Uncovering Hidden Treasures with the Garrett Metal Detector for Gold

Garrett metal detector for gold is a powerful tool that has revolutionized the way treasure hunters search for hidden treasures. With its advanced technolo…
-
Gold Rush: The History of Gold Mining in the USA

Gold in the USA has a rich history that dates back to the early 19th century. The Gold Rush, a period of intense gold mining and migration to the western U…
-
Uncovering the True Gold Detector Cost: What You Should Know

Gold Detector Cost: Uncovering the True Value When it comes to investing in a gold detector, understanding the true cost is essential. Many factors contri…
-
New Detector Gold Machine Revolutionizes Mining Industry

Detector gold machine: Revolutionizes Mining Industry The mining industry has always been on the lookout for innovative technologies and machinery that ca…
-
Uncovering Hidden Treasures: Garrett Gold Detector Review

Garrett detector gold – Uncovering Hidden Treasures: Garrett Gold Detector Review Are you in search of a reliable and efficient gold detector to aid you i…
-
Uncover Buried Treasure with a Gemstone Detector

Gemstone detectors are powerful tools that can help uncover buried treasure in the form of precious gemstones. Whether you’re a hobbyist or a professional…
-
Uncover Hidden Treasures with a Modern Machine Gold Detector

Machine gold detector is a powerful tool that has revolutionized the process of uncovering hidden treasures. With its modern technology and advanced featur…
-
Uncovering Gold: Essential Prospector Tools for Success

Prospector tools are essential for success in the pursuit of uncovering gold. Whether you are a seasoned prospector or a novice in the field, having the ri…
-
Unveiling the Best Metal Detector Brands: A Comprehensive Guide

Detektor metal enthusiasts and hobbyists alike are constantly on the lookout for the best metal detector brands in the market. With so many options availab…
-
Top Metal Detector Manufacturers: Who Makes the Best Equipment?

Metal detector manufacturers play a crucial role in the production of quality equipment for the detection of metallic objects. With the market flooded with…
-
Where to Buy Metal Detector: Top Tips and Recommendations

Buy metal detector: Top Tips and Recommendations If you’re in the market for a metal detector, you’ve come to the right place. Whether you’re an experienc…
-
Unearth Hidden Treasures with the GPX Gold Detector

GPX Gold Detector: Unearth Hidden Treasures The GPX Gold Detector is a powerful tool that has revolutionized the world of treasure hunting. With its advan…
-
A Guide to Gold Detector Prices: What You Need to Know
Gold detector prices can vary widely depending on the brand, model, and features of the detector. For those in the market for a new gold detector, understa…
-
Buy Your New Metal Detector for Treasure Hunting Adventures

Purchase metal detector and join the exciting world of treasure hunting Whether you’re a seasoned detectorist or looking to start a new hobby, a metal det…
-
Unearth Hidden Treasures with Gold Detector Machine

Gold detector machine: Unearthing Hidden Treasures Are you ready to embark on a treasure hunting adventure? With a gold detector machine in hand, you can…
-
Discovering Gold: The Ultimate Guide to Using a Detector Machine

Detector gold machine, also known as a metal detector, is a powerful tool used to locate hidden treasures such as gold, coins, jewelry, and other valuable…
-
Discover Hidden Treasures with a Metal Detector for Sale

Metal Detector for Sale: Discover Hidden Treasures with a Metal Detector If you’re an avid treasure hunter or simply looking to explore the great outdoors…
-
Exploring New Frontiers: Prospector Tools for Modern Mining

Prospector Tools: Exploring New Frontiers in Modern Mining The mining industry has seen significant advancements in recent years, with modern technologies…
-
Find the Best Deals on SDC 2300 for Sale

SDC 2300 for Sale: Find the Best Deals on this Top-Notch Metal Detector If you are in the market for a reliable and high-performing metal detector, look n…
-
Unleashing the Power: The GPZ 7000 Metal Detector Review

GPZ 7000 Metal Detector is a remarkable tool that has transformed the world of metal detecting. Its advanced technology and innovative features have made i…
-
Discover Hidden Treasures: Buy Metal Detector for Adventure Seekers

Buy Metal Detector: Discover Hidden Treasures for Adventure Seekers Are you an adventure seeker looking for a new and exciting hobby? Purchase a metal det…
-
Uncovering Treasure: The Versatility of the Garrett AT Gold

Garrett AT Gold metal detector is a versatile and powerful tool for treasure hunters and hobbyists alike. With its advanced features, durability, and sensi…
-
Discover Treasure: The Benefits of a Gold Detector Machine

Gold Detector Machine: Discover Treasure Are you an adventurous soul looking to uncover hidden treasures? If so, a gold detector machine may be just what…
-
Find Your Treasure with a Metal Detector for Sale

Metal Detector for Sale: Find Your Treasure with a Metal Detector If you’re someone who loves digging for hidden treasures, then a metal detector is the pe…
Search
Archive
Recent Posts





Gallery


